ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
КРУГИ ШЛИФОВАЛЬНЫЕ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 2424-83
Е
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
КРУГИ ШЛИФОВАЛЬНЫЕ Технические условия Grinding wheels. Specifications |
ГОСТ |
Дата введения 01.01.85
Настоящий стандарт распространяется на шлифовальные круги общего применения на керамической (К), бакелитовой (Б), вулканитовой (В) связках, изготавливаемые для нужд народного хозяйства и экспорта.
Стандарт не распространяется на отрезные круги, обдирочные круги зернистостей 63 и более, круги типов 1 и 5 для ручных машин.
Требования настоящего стандарта в части разд. 1, 2 (кроме п. 2.2), 4, 5 и п. 3.4 являются обязательными, другие требования - рекомендуемыми.
Требования по безопасности изложены в п. 2.13.
(Измененная редакция, Изм. № 1, 2, 3, 4).
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. Круги должны изготовляться следующих типов:
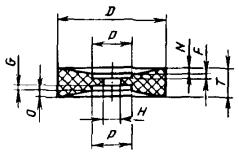
1 - прямого профиля;
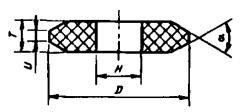
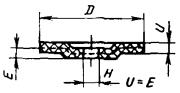
4 - с двусторонним коническим профилем;
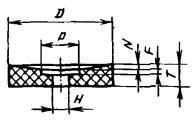
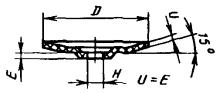
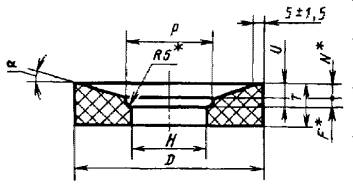
3 - с коническим профилем;
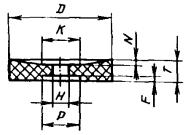
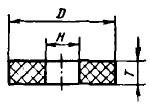
5 - с выточкой;
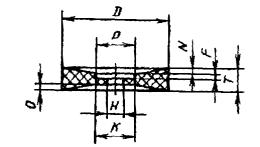
23 - с конической выточкой;
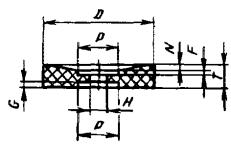
7 - с двусторонней выточкой;
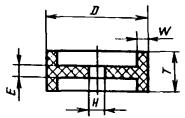
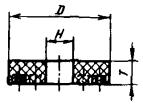
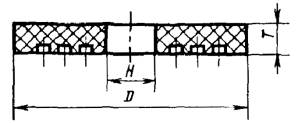
2 - кольцевые;
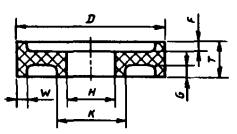
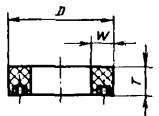
6 - чашечные цилиндрические;
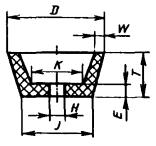
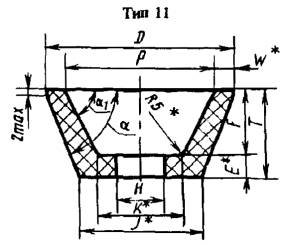
11 - чашечные конические;
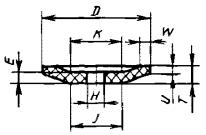
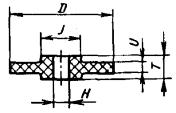
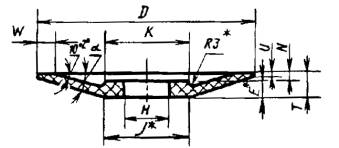
12 и 14 - тарельчатые;
36 - с запрессованными крепежными элементами;
10 - с двусторонней выточкой и ступицей;
26 - с двусторонней конической выточкой.
(Измененная редакция, Изм. № 2).
1.1а. Обозначения типов кругов и размеров кругов ранее действовавших и по настоящему стандарту должны соответствовать указанным в обязательном приложении 2.
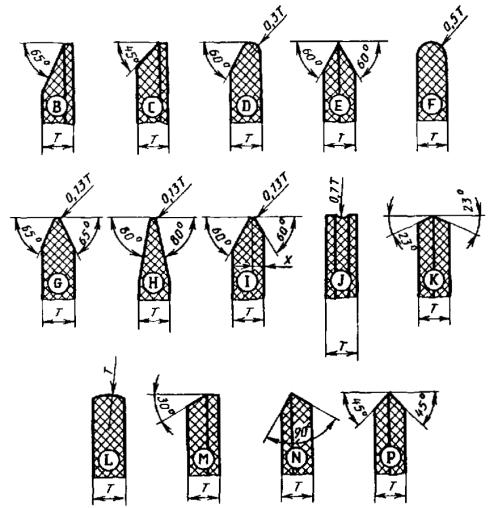
1.1б. Обозначения профилей для кругов типов 1, 5, 7 должны соответствовать указанным в рекомендуемом приложении 3.
1.1a, 1.1б. (Введены дополнительно, Изм. № 2).
1.2. Размеры кругов должны соответствовать указанным на черт. 1 - 14 и в табл. 1 - 13.
Тип 1
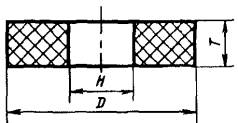
Черт. 1
Таблица 1
мм
|
Т |
H |
|
|
3 |
6,0; 8,0; 10,0 |
1,0 |
|
4 |
1,0; 1,3; 1,6; 2,0; 2,5; 3,2; 4,0; 5,0; 6,0; 8,0; 10,0 |
1,6 |
|
5 |
8,0 |
2,0 |
|
2,0 |
||
|
6 |
6,0; 8,0; 10,0 |
1,6 |
|
2,0; 2,5; 3,2; 4,0; 5,0; 6,0; 8,0; 10,0; 13,0 |
2,0 |
|
|
8 |
6,0; 8,0; 10,0; 13,0; (16,0) |
3,0 |
|
(6,0); (10,0); 16,0 |
4,0 |
|
|
10 |
3,2; 4,0; 5,0; 6,0; 8,0; 10,0; 13,0; 16,0; 20,0 |
3,0 |
|
(6,0); (10,0); 13,0; 16,0 |
4,0 |
|
|
13 |
3,2; 4,0; 5,0; 6,0; 8,0; 10,0; 13,0; 16,0; 20,0 |
|
|
10,0; 13,0; 16,0; 20,0 |
6,0 |
|
|
16 |
3,2; 4,0; 5,0; 6,0; 8,0; 10,0; 13,0; 16,0; 20,0; 25,0; 32,0; 40,0 |
|
|
20 |
4,0; 5,0; 6,0; 8,0; 10,0; 13,0; 16,0; 20,0; 25,0; 32,0; 40,0 |
|
|
(16,0); 25,0; 32,0 |
8,0 |
|
|
25 |
3,2; 4,0; 5,0; 6,0; 8,0; 10,0; 13,0; 16,0; 20,0; 25,0; 32,0; 40,0; |
6,0 |
|
13,0; 16,0; 20,0; 25,0; 32,0; 40,0 |
8,0 |
|
|
16,0; 20,0; 25,0; 32,0 |
10,0 |
|
|
32 |
6,0; 8,0; 10,0; 13,0; 16,0; 20,0; 25,0; 32,0; 40,0 |
|
|
2,5; 3,2; 4,0; 5,0; 6,0; 8,0; 10,0 |
6,0 |
|
|
(6,0); 8,0; 10,0; 13,0; 16,0; 20,0; 25,0; 32,0; 40,0 |
13,0 |
|
|
40 |
6,0; 8,0; 10,0 |
6,0 |
|
2,0; 2,5; 3,2; 4,0; 5,0; 6,0; 8,0; 10,0 |
8,0; 10,0 |
|
|
6,0; 8,0, 10,0; 13,0; 16,0; 20,0; 25,0; 32,0; 40,0 |
13,0 |
|
|
32,0; 40,0; 50,0; 63,0 |
16,0 |
|
|
50 |
4,0; 5,0 |
10,0 |
|
(6,0); (8,0); 10,0; 13,0; (16,0); (20,0); (25,0); (32,0); 40,0; (50,0) |
13,0 |
|
|
6,0; 8,0; 10,0; 13,0; 16,0; 20,0; 25,0; 32,0; 40,0; 50,0; 63,0 |
16,0 |
|
|
63 |
3,2; 4,0; 5,0; 6,0; 8,0; 10,0; 13,0 |
10,0 |
|
13,0 |
16,0 |
|
|
6,0; 8,0; 10,0; 13,0; 16,0; 20,0; 25,0; 32,0; 40,0; 50,0; 63,0 |
20,0 |
|
|
80 |
3,2; 4,0; 5,0; 6,0; 8,0; 10,0; 13,0; 16,0; 20,0; 25,0; 32,0; 40,0; 50,0; 63,0; 80,0; 100,0 |
|
|
3,2; 4,0; 5,0; 6,0; 8,0; 10,0; 13,0; 16,0; 20,0; 25,0; 32,0; 40,0; 50,0; 63,0 |
32,0 |
|
|
100 |
4,0; 5,0; 6,0; 8,0; 10,0 |
13,0 |
|
4,0; 5,0; 6,0; 8,0; 10,0; 13,0; 16,0; 20,0; 25,0; 32,0; 40,0; 50,0; 63,0; 80,0; 100,0 |
20,0 |
|
|
4,0; 5,0; 6,0; 8,0; 10,0; 13,0; 16,0; 20,0; 25,0; 32,0; 40,0; 50,0; 63,0; 80,0 |
32,0 |
|
|
125 |
4,0; 5,0; 6,0; 8,0; 10,0; 13,0; 16,0; 20,0; 25,0; 32,0; 40,0; 50,0; 63,0 |
32,0 |
|
(6,0); (8,0); (10,0); (13,0); (16,0); 20,0; (25,0); (32,0); (40,0); (50,0); (63,0) |
20,0 |
|
|
(6,0); (8,0); (10,0); (13,0); (16,0); (20,0); 25,0; 32,0; 40,0; 50,0; 63,0; 80,0; 100,0 |
51,0 |
|
|
150 |
4,0; 5,0; 6,0; 8,0; 10,0; 13,0; 16,0; 20,0; 25,0; 32,0; 40,0; 50,0; (63,0) |
20,0; 32,0 |
|
6,0; 8,0; 10,0; 13,0; 16,0; 20,0; 25,0; 32,0; 40,0; 50,0; 63,0; 80,0; 100,0 |
51,0 |
|
|
175 |
5,0; 6,0; 8,0; 10,0; 13,0; 16,0; 20,0; 25,0;32,0; 40,0; 50,0 |
32,0 |
|
200 |
3,2; 4,0; 5,0; 6,0; 8,0; 10,0; 13,0; 16,0; 20,0; 25,0; 32,0; 40,0; 50,0; 63,0; 80,0 |
|
|
6,0; 8,0; 10,0; 13,0; 16,0; 20,0; 25,0; (32,0); (40,0); (50,0); (63,0); (80,0); (100,0) |
51,0 |
|
|
4,0; 5,0; 6,0; 8,0; 10,0; 13,0; 16,0; 20,0; 25,0; 32,0; 40,0; 50,0; 63,0; 80,0; 100,0; 125,0; (150,0); 160,0; 200,0 |
76,0 |
|
|
250 |
6,0; 8,0; 10,0; 13,0; 16,0; 20,0; 25,0; 32,0; 40,0; 50,0; 63,0 |
32,0; 51,0 |
|
2,5; 3,2; 4,0; 5,0; 6,0; 8,0; 10,0; 13,0; 16,0; 20,0; 25,0; 32,0; 40,0; 50,0; 63,0; (80,0); (100,0); (125,0) |
76,0 |
|
|
2,5; 3,2; 4,0; 5,0; 6,0; 8,0; 10,0; 13,0; 16,0; 20,0; 25,0; 32,0; 40,0; 50,0; 63,0; 80,0; 100,0; 125,0; (150,0); 160,0 |
127,0 |
|
|
300 |
6,0; 8,0; 10,0; 13,0; 16,0; 20,0; 25,0; 32,0; 40,0; 50,0; 63,0; 80,0; 100,0; 125,0; (150,0); 160,0; 200,0 |
32,0; 76,0 |
|
2,5; 3,2; 4,0; 5,0; 6,0; 8,0; 10,0; 13,0; 16,0; 20,0; 25,0; 32,0; 40,0; 50,0; 63,0; 80,0; 100,0; 125,0; (150,0); 160,0; 200,0 |
127,0 |
|
|
350 |
32,0; 40,0; 50,0 |
76,0 |
|
5,0; 6,0; 8,0; 10,0; 13,0; 16,0; 20,0; 25,0; 32,0; 40,0; 50,0; 63,0; 80,0; 100,0; 125,0; (150,0); 160,0; 200,0 |
127,0 203,0 |
|
|
400 |
6,0; 8,0; 10,0; 13,0; 16,0; 20,0; 25,0; 32,0; 40,0; 50,0; 63,0; 80,0; 100,0; (125,0); (150,0); 160,0; 200,0 |
127,0 |
|
4,0; 5,0; 6,0; 8,0; 10,0; 13,0; 16,0; 20,0; 25,0; 32,0; 40,0; 50,0; 63,0; 80,0; 100,0; (125,0); (150,0); 160,0; 200,0 |
203,0 |
|
|
450 |
6,0; 8,0; 10,0; 13,0; 16,0; 20,0; 25,0; 32,0; 40,0; 50,0; 63,0; 80,0 |
127,0 |
|
6,0; 8,0; 10,0; 13,0; 16,0; 20,0; 25,0; 32,0; 40,0; 50,0; 63,0; 80,0; 100,0 |
203,0 |
|
|
500 |
10,0; 13,0; 16,0; 20,0; 25,0; 32,0; 40,0; 50,0; 63,0; 80,0; 100,0; 125,0; (150,0); 160,0; 200,0 |
|
|
8,0; 10,0; 13,0; 16,0; 20,0; 25,0; 32,0; 40,0; 50,0; 63,0; 80,0; 100,0; 125,0; (150,0); 160,0; 200,0; 250,0 |
305,0 |
|
|
600 |
10,0; 13,0; 16,0; 20,0; 25,0; 32,0; 40,0; 50,0; 63,0*; 80,0*; 100,0*; 125,0; (150,0); 160,0; 200,0; 250,0* |
|
|
10,0; 13,0; 16,0; 20,0; 25,0; 32,0; 40,0; 50,0; 63,0; 80,0; 125,0; 160,0; 200,0 |
203,0 |
|
|
750 |
16,0; 20,0; 25,0; 32,0; 40,0; 50,0; 63,0; 80,0; 100,0; 125,0; (150,0); 160,0; 200,0; (250,0) |
305,0 |
|
900 |
25,0; 32,0; 40,0; 50,0*; 63,0*; 80,0*; 100,0*; 125,0 |
|
|
1060 |
40,0*; 50,0*; 63,0*; 80,0*; 100,0*; 125,0* |
* Должны изготовляться на керамической связке классов точности АА или А.
Примечание. Размеры, заключенные в скобки, применять не рекомендуется.
Тип 4
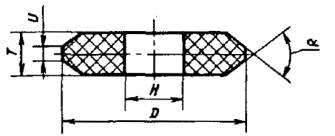
Черт. 2
Таблица 2
Размеры, мм
|
D |
Т |
Н |
U ±1,0 |
α +2° |
D |
Т |
Н |
U ±1,0 |
α +2° |
|
250 |
10; 13; 16; 20 |
76 |
4 |
40° |
350 |
32 |
127 |
8 |
40 |
|
25 |
5; 9 |
400 |
16 |
4 |
|||||
|
300 |
20 |
127 |
5 |
||||||
|
25 |
6 |
60° |
20; 25; 32 |
5 |
|||||
|
32 |
8 |
||||||||
|
350 |
8 |
160 |
3 |
8; 10; 13 |
203 |
3 |
60° |
||
|
13; 25 |
127 |
5 |
40° |
500 |
32 |
8 |
40° |
Тип 3
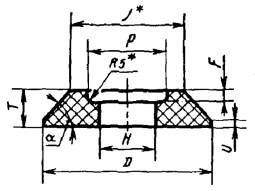
* Размеры для справок.
Черт. 3
Таблица 3
Размеры, мм
|
D |
Т |
Н |
Р |
F ±1,5 |
U ±1,0 |
α +2° |
J |
|
|
|
Номин. |
Пред. откл. |
|
|||||||
|
63 |
10 |
10 |
20 |
+3,0 |
5 |
3,0 |
20° |
25 |
|
|
80 |
6 |
20 |
- |
- |
2,0 |
15° |
50 |
|
|
|
8 |
20° |
47 |
|
||||||
|
10 |
30° |
53 |
|
||||||
|
13 |
35° |
49 |
|
||||||
|
100 |
6 |
10° |
55 |
|
|||||
|
8 |
15° |
55 |
|
||||||
|
20° |
67 |
|
|||||||
|
25° |
75 |
|
|||||||
|
13 |
- |
- |
- |
3,0 |
20°; 25° |
45; 57 |
|
||
|
36 |
+3,0 |
5 |
20° |
45 |
|
||||
|
16 |
- |
- |
2,0 |
35° |
60 |
|
|||
|
10 |
51 |
65 |
4 |
77 |
|
||||
|
125 |
8 |
32 |
- |
- |
10° |
57 |
|
||
|
150 |
82 |
|
|||||||
|
10 |
35° |
127 |
|
||||||
|
16 |
25° |
90 |
|
||||||
|
20 |
5,5 |
18° |
61 |
|
|||||
|
13 |
51 |
80 |
5 |
2,0 |
20° |
90 |
|
||
|
175 |
10; 13 |
32 |
- |
- |
- |
|
85; 50 |
|
|
|
200 |
10 |
+3,0 |
8 |
10° |
110 |
|
|||
|
13 |
- |
- |
3,0 |
87 |
|
||||
|
32; 51 |
+3,0 |
8 |
|||||||
|
16 |
25° |
145 |
|
||||||
|
20 |
80 |
30° |
107 |
|
|||||
|
250 |
6 |
76 |
- |
- |
- |
45° |
238 |
|
|
|
8 |
234 |
|
|||||||
|
10 |
230 |
|
|||||||
|
13 |
224 |
|
|||||||
|
16 |
32 |
- |
3,0 |
10° |
176 |
|
|||
|
76 |
+3,0 |
15° |
153 |
|
|||||
|
125 |
5 |
4,0 |
161 |
|
|||||
|
20 |
- |
- |
2,5 |
20° |
154 |
|
|||
|
25 |
115 |
10 |
127 |
|
|||||
|
300 |
6 |
- |
- |
3,0 |
45° |
294 |
|
||
|
8 |
290 |
|
|||||||
|
10 |
286 |
|
|||||||
|
25 |
115 |
10 |
20° |
179 |
|
||||
|
32 |
17 |
141 |
|
||||||
|
6 |
127 |
- |
|
15° |
278 |
|
|||
|
8 |
45° |
290 |
|
||||||
|
10 |
286 |
|
|||||||
|
13 |
15° |
226 |
|
||||||
|
- |
45° |
274 |
|
||||||
|
20 |
180 |
+4,0 |
5 |
3,0 |
30° |
241 |
|
||
|
350 |
25 |
- |
- |
4,0 |
278 |
|
|||
|
40 |
76 |
115 |
17 |
20° |
152 |
|
|||
|
400 |
20 |
127 |
- |
- |
5,0 |
30° |
348 |
|
|
|
25 |
331 |
|
|||||||
|
40 |
279 |
|
|||||||
|
50 |
76 |
115 |
25 |
20° |
153 |
|
|||
|
- |
- |
|
|||||||
|
450 |
20 |
127 |
- |
- |
15° |
338 |
|
||
|
25 |
301 |
|
|||||||
|
32 |
249 |
|
|||||||
|
500 |
32 |
203 |
30° |
407 |
|
||||
Тип 5
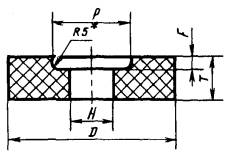
* Размер для справок.
Черт. 4
Таблица 4
|
D |
Т |
Н |
Р |
F ±1,5 |
|
|
|
Номин. |
Пред. откл. |
|
||||
|
10 |
13 |
3 |
5 |
+2,0 |
6 |
|
|
13 |
16 |
4 |
6 |
8 |
|
|
|
20 |
10 |
|||||
|
16 |
13 |
6 |
8 |
+2,0 |
6 |
|
|
(16) |
(10) |
(8) |
|
|||
|
20 |
8 |
10 |
|
|||
|
20 |
16 |
10 |
8 |
|
||
|
20 |
10; (13) |
10 |
|
|||
|
25 |
(12); 13; 18 |
|
||||
|
32 |
16 |
|
||||
|
40 |
20 |
|
||||
|
25 |
13 |
13 |
6 |
|
||
|
16 |
6; (10) |
13; (16) |
8 |
|
||
|
20 |
6 |
13 |
10 |
|
||
|
25 |
(12); 13 |
|
||||
|
32 |
16 |
|
||||
|
32 |
16 |
10 |
16 |
8 |
|
|
|
20 |
10 |
|
||||
|
25 |
(12); 13 |
|
||||
|
32 |
6 |
16 |
|
|||
|
10 |
(16); 20 |
|
||||
|
25 |
13 |
13 |
|
|||
|
32 |
|
|||||
|
40 |
25 |
20 |
+3,0 |
(12); 13 |
|
|
|
32 |
16 |
|
||||
|
40 |
20 |
|
||||
|
50 |
25 |
|
||||
|
30 |
|
|||||
|
50 |
25 |
13; (16) |
25 |
(12); 13 |
|
|
|
40 |
13 |
20 |
|
|||
|
50 |
30 |
|
||||
|
32 |
16 |
|
||||
|
16 |
25 |
20 |
|
|||
|
32 |
16 |
|
||||
|
63 |
25 |
13 |
31 |
13 |
|
|
|
32 |
20 |
32 |
16 |
|
||
|
50 |
30 |
|
||||
|
|
30 |
20 |
|
|||
|
80 |
20 |
40; 50 |
7 |
|
||
|
25 |
13 |
|
||||
|
32 |
16 |
|
||||
|
40 |
20 |
|
||||
|
50 |
25 |
|
||||
|
63; 80 |
30 |
|
||||
|
100 |
25 |
50 |
13 |
|
||
|
32 |
16 |
|
||||
|
40 |
20; (32) |
50; (60) |
20 |
|
||
|
50; 63 |
20 |
50 |
30 |
|
||
|
125 |
20 |
32 |
65 |
10 |
|
|
|
25 |
20 |
62 |
13 |
|
||
|
32 |
32 |
65 |
16 |
|
||
|
50 |
30 |
|
||||
|
150 |
25 |
20 |
75 |
13 |
|
|
|
32 |
85 |
(12); 13 |
|
|||
|
32 |
85; 100 |
16 |
|
|||
|
200 |
25 |
32 |
100 |
13 |
|
|
|
32 |
(32); 76 |
125 |
+4,0 |
16 |
|
|
|
40 |
76 |
20 |
|
|||
|
63; 80 |
30 |
|
||||
|
250 |
40 |
150 |
13; 20 |
|
||
|
300 |
127 |
200 |
||||
|
50 |
|
|||||
|
63 |
30 |
|
||||
|
350 |
40; 50 |
127 |
200 |
13; 20 |
|
|
|
400 |
40 |
203 |
265 |
+6,0 |
20 |
|
|
50 |
25 |
|
||||
|
450 |
50; 63 |
127 |
215 |
13 |
|
|
|
80 |
25 |
|
||||
|
500 |
50; 63 |
203 |
265 |
13; 20 |
|
|
|
305 |
375 |
30 |
||||
|
80 |
|
|||||
|
100 |
203 |
|
||||
|
600 |
50; 63; 80 |
305 |
|
|||
Примечание. Размеры, заключенные в скобки, применять не рекомендуется.
Тип 23
* Размеры для справок.
Черт. 5
Таблица 5
Размеры, мм
|
D |
Т |
Н |
Р |
U ±1,0 |
α +2° |
N |
F |
|
|
Номин. |
Пред. откл. |
|||||||
|
300 |
50 |
127 |
200 |
+4,0 |
25 |
20° |
18 |
1 |
|
350 |
265 |
+6,0 |
15 |
10 |
||||
|
500 |
203 |
375 |
15° |
17 |
8 |
|||
|
600 |
80 |
305 |
35 |
10° |
20 |
15 |
||
|
750 |
500 |
22 |
13 |
|||||
Тип 7
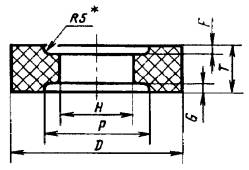
* Размер для справок.
Черт. 6
Таблица 6
мм
|
D |
Т |
H |
Р |
F ±1,5 |
G ±1,5 |
|
|
Номин |
Пред. откл. |
|||||
|
100 |
25 |
32 |
88 |
+3,0 |
8 |
8 |
|
125 |
40 |
109 |
16 |
16 |
||
|
200 |
25 |
184 |
+4,0 |
8 |
8 |
|
|
40 |
16 |
16 |
||||
|
250 |
80 |
76 |
150 |
20 |
20 |
|
|
(150); 160 |
40 |
35 |
||||
|
300 |
50; 100 |
127 |
200 |
13 |
13 |
|
|
125 |
25 |
25 |
||||
|
(150); 160 |
200; 250 |
40 |
35 |
|||
|
200 |
200 |
50; 85 |
||||
|
250 |
50 |
|||||
|
350 |
50 |
13 |
13 |
|||
|
80 |
20 |
20 |
||||
|
250 |
20; 25 |
20; 25 |
||||
|
100 |
200; 250 |
25 |
25 |
|||
|
(150); 160 |
40 |
20 |
||||
|
200 |
200 |
50 |
||||
|
250 |
200; 250 |
|||||
|
100 |
203 |
250 |
25 |
25 |
||
|
125 |
|
40 |
||||
|
(150); 160 |
200; 250 |
35 |
||||
|
200 |
250 |
30; 35 |
||||
|
400 |
50; (63); (80) |
265 |
+6,0 |
13 |
13; (16); (20) |
|
|
450 |
50 |
13 |
||||
|
500 |
40 |
203; 305 |
265 (375) |
10 |
10; (20) |
|
|
(50); 63 80 |
16 |
(10); 16; (20) |
||||
|
600; 750 |
50 |
305 |
375 |
13 |
13 |
|
|
63; 80 |
16 |
16 |
||||
|
100 |
25 |
25 |
||||
|
900 |
63; 80 |
16 |
16 |
|||
|
100 |
25 |
25 |
||||
Примечание. Размеры, заключенные в скобки, применять не рекомендуется.
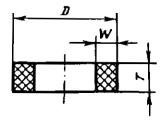
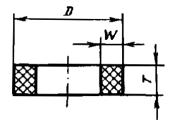
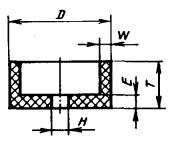
Тип 2
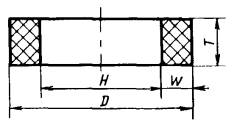
* Размер W для справок.
Черт. 7
Таблица 7
мм
|
D |
Т |
H |
W |
|
200 |
80 |
76; 125 |
62; 38 |
|
100 |
160; (150) |
20; 25 |
|
|
300 |
80; 160 |
203 |
48 |
|
100 |
250 |
25 |
|
|
400 |
63; 125 |
305 |
48 |
|
450 |
125; (150) |
250; 305; 380 |
100; 72; 35 |
|
500 |
100; 125; (150) |
400; 380 |
50; 60 |
|
600 |
100; (150) |
380; 480 |
110; 60 |
Примечание. Размеры, заключенные в скобки, применять не рекомендуется.
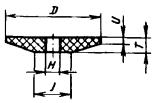
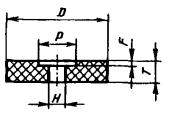
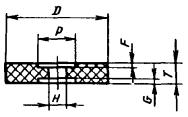
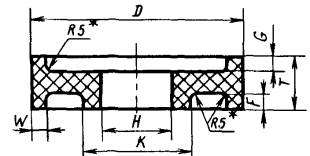
Тип 6
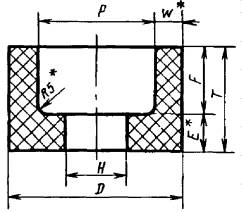
* Размеры для справок.
Черт. 8
Таблица 8
мм
|
D |
Т |
H |
Р |
F ±1,5 |
Е |
W |
|
|
|
Номин. |
Пред. откл. |
|
||||||
|
40 |
25 |
13 |
32 |
±1,5 |
20 |
5 |
4 |
|
|
50 |
32 |
40 |
25 |
7 |
5 |
|
||
|
80 |
40 |
20 (22) |
50; 65; (68) |
32 |
8 |
15; 7; 6 |
|
|
|
100 |
50 |
80; (84) |
25; 40 |
25; 10 |
10; 8 |
|
||
|
125 |
63 |
(22); 32; 51; 76 |
100; (109) |
50 |
13 |
13; 8 |
|
|
|
150 |
80 |
125 |
±2,0 |
65 |
15 |
13 |
|
|
|
(175) |
115 |
96 |
145 |
±2,0 |
100 |
15 |
15 |
|
|
200 |
40 |
51 |
165 |
27 |
13 |
18 |
|
|
|
63 |
50 |
|||||||
|
32 |
|
|||||||
|
80 |
76 |
170 |
65 |
15 |
15 |
|
||
|
250 |
100 |
125 |
48; 75 |
52; 25 |
62 |
|
||
|
127 |
195 |
27 |
|
|||||
|
150 |
200 |
75 |
25 |
25 |
|
|||
|
300 |
127 |
250 |
25 |
|
||||
Примечание. Размеры, заключенные в скобки, применять не рекомендуется.
* Размеры для справок.
Черт. 9
Таблица 9
Размеры, мм
|
D |
Т |
H |
Р |
F ±1,5 |
α ±1° |
α1 ±1° |
W |
K |
E |
J |
|
|
Номин. |
Пред. опт. |
||||||||||
|
50 |
25 |
13 |
40 |
±1,5 |
16 |
70° |
65° |
5 |
25 |
8 |
34 |
|
80 |
32 |
20 |
65; (68) |
22 |
8; 6 |
45; 48 |
10 |
57 |
|||
|
(22) |
65 |
8 |
45 |
||||||||
|
40 |
20 |
65 |
30 |
8 |
38 |
10 |
51 |
||||
|
100 |
25 |
80 |
15 |
50° |
45° |
10 |
50 |
10 |
57 |
||
|
40 |
84 |
25; 30 |
70° |
65° |
8 |
60; 55 |
16; 10 |
71 |
|||
|
125 |
32 |
100; 109 |
25; 32 |
13; 8 |
76; 85; 70; 79 |
16; 8 |
96 |
||||
|
32 |
70; 79 |
8 |
|||||||||
|
45 |
(22) |
100 |
13 |
70 |
13 |
92 |
|||||
|
32 |
100; (109) |
13; 8 |
70; 79 |
||||||||
|
50 |
20; (22) |
88 |
38 |
77° |
67° |
19 |
56 |
13 |
100 |
||
|
32 |
100 |
32 |
70° |
65° |
13 |
70 |
19 |
87 |
|||
|
150 |
40 |
120 |
25 |
50° |
45° |
16 |
70 |
16 |
83 |
||
|
50 |
130 |
+2,0 |
35 |
70° |
65° |
10 |
97 |
16 |
114 |
||
|
(175) |
63 |
140 |
45 |
50°; 60° |
60° |
19 |
88 |
19 |
71; 100 |
||
|
250 |
140 |
100 |
190 |
100 |
80° |
80° |
30 |
155 |
40 |
200 |
|
|
300 |
150 |
150 |
230 |
110 |
35 |
190 |
40 |
247 |
|||
Примечание. Размеры, заключенные в скобки, применять не рекомендуется.
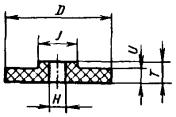
Тип 12
* Размеры для справок.
Черт. 10
Таблица 10
мм
|
D |
Т |
H |
K |
N ±1,0 |
U ±1,0 |
W ±1,0 |
α ±2° |
Е |
J |
|
|
Номин. |
Пред. откл. |
|||||||||
|
80 |
8 |
13 |
30 |
+4,0 |
3 |
2 |
4 |
15° |
6 |
36 |
|
100 |
10; (13) |
20 |
40 |
4 |
6 |
6; 9 |
22 |
|||
|
125 |
13 |
32 |
50 |
5 |
3 |
9 |
50 |
|||
|
150 |
16 |
60 |
6 |
4 |
8 |
10 |
61 |
|||
|
(175) |
16; 20 |
75 |
+6,0 |
3 |
3 |
16 |
25° |
12; 17 |
120; 100 |
|
|
200 |
20 |
80 |
8 |
4 |
10 |
15° |
12 |
80 |
||
|
250 |
20; 25 |
100 |
8; 10 |
6 |
13 |
12; 15 |
80; 108 |
|||
Примечание. Размеры, заключенные в скобки, применять не рекомендуется.
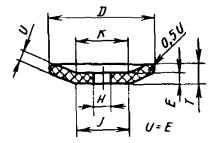
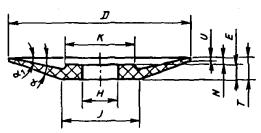
Тип 14
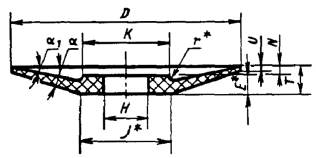
* Размеры для справок.
Черт. 11
Таблица 11
Размеры, мм
|
D |
Т |
H |
K |
N ±1,0 |
U ±1,0 |
r |
α +2° |
α1 +2° |
Е |
J |
|
|
Номин. |
Пред. откл. |
||||||||||
|
100 |
10 |
20 |
40 |
+4,0 |
4 |
2; 3 |
3 |
15° |
10° |
6 |
40; 48 |
|
150 |
32 |
80 |
- |
2 |
30° |
7° |
10 |
122 |
|||
|
200 |
16 |
60 |
6 |
4 |
15° |
10° |
10 |
60 |
|||
|
20 |
80 |
+6,0 |
8 |
12 |
80 |
||||||
|
250 |
25 |
100 |
10 |
5; 6 |
15 |
100; 108 |
|||||
|
(280) |
40 |
105 |
7 |
4; 8 |
6° |
18 |
123; 153 |
||||
|
300 |
20; 25 |
127 |
185 |
- |
2 |
6 |
30° |
10° |
20; 25 |
238; 220 |
|
|
350 |
40 |
200 |
12 |
45° |
7° |
40 |
274 |
||||
Примечание. Размер, заключенный в скобки, применять не рекомендуется.
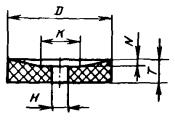
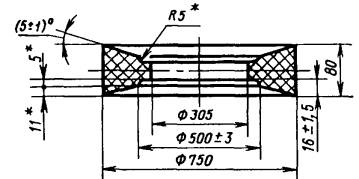
Тип 36
Черт. 12
Таблица 12
|
D |
Т |
H |
D |
Т |
H |
|
400 |
50 |
160; 301 |
650 |
40 |
50 |
|
450 |
63 |
305 |
700 |
50 |
51 |
|
500 |
60 |
203 |
750 |
70 |
25 |
|
600 |
75 |
305 |
45 |
350 |
|
|
40; 50 |
50 |
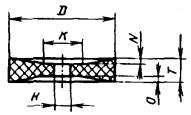
Тип 10
* Размеры для справок.
Черт. 13
Таблица 13
мм
|
Т |
H |
K |
F = G ±1,0 |
W ±1,0 |
||
|
Номин. |
Пред. откл. |
|||||
|
150 |
8 |
32 |
65 |
+3,0 |
2 |
6 |
|
10 |
3 |
|||||
|
16 |
51 |
5 |
||||
|
175 |
16 |
32 |
65 |
+3,0 |
5 |
6 |
|
200 |
10 |
51 |
3 |
|||
|
16 |
32 |
5 |
||||
|
250 |
10 |
76 |
125 |
+4,0 |
3 |
8 |
|
20 |
6 |
|||||
|
300 |
10 |
127 |
180 |
3 |
10 |
|
|
16 |
5 |
|||||
Тип 26
* Размеры для справок.
Черт. 14
Пример условного обозначения круга типа 1 наружным диаметром D = 500 мм, высотой T = 50 мм, диаметром посадочного отверстия H = 305 мм, из белого электрокорунда марки 25А, зернистости 10-П, степени твердости С2, номером структуры 7, на керамической связке К1А с рабочей скоростью 35 м/с, класса точности А, 1-го класса неуравновешенности:
1 500´50´305 25А 10-П С2 7 К1А 35 м/с А 1 кл. ГОСТ 2424-83
(Измененная редакция, Изм. № 1, 2, 3, 4).
1.3. Обозначения размеров и типоразмеров кругов указаны в рекомендуемом приложении 4.
В условных обозначениях кругов указывают только их основные размеры: D´T´W - для типов 2 и 37; D´T´H - для остальных типов.
(Введен дополнительно, Изм. № 2).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Круги должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Круги должны изготовляться из шлифовальных материалов зернистостей, указанных в табл. 14.
Таблица 14
|
Зернистость |
|
|
Нормальный электрокорунд |
50 - 4 |
|
Белый электрокорунд |
50 - 5; М63 - М10 |
|
Хромо-титанистый электрокорунд, магниево-кремниевый электрокорунд |
50 - 6 |
|
Монокорунд |
50 - 8 |
|
Зеленый карбид кремния |
50 - 6; М63 - М10 |
|
Черный карбид кремния |
50 - 6 |
(Измененная редакция, Изм. № 2, 3).
2.3. Круги должны изготовляться классов точности: АА, А и Б.
2.4. Зерновой состав шлифовальных материалов - по ГОСТ 3647.
2.5. Предельные отклонения размеров кругов должны соответствовать указанным в табл. 15 - 18.
Таблица 15
Наружный диаметр
мм
|
Предельные отклонения для классов точности |
||
|
АА |
А, Б |
|
|
До 6 |
±0,3 |
±0,4 |
|
Св. 6 » 30 |
±0,5 |
±0,8 |
|
» 30 » 50 |
±0,8 |
±1,2 |
|
» 50 » 80 |
±1,0 |
±1,6 |
|
» 80 » 180 |
±1,2 |
±2,0 |
|
» 180 » 260 |
±1,5 |
±2,7 |
|
» 260 » 500 |
±2,0 |
±4,0 |
|
» 500 » 800 |
±2,5 |
±5,0 |
|
» 800 |
±3,0 |
±6,0 |
Таблица 16
Высота
мм
|
T |
Предельные отклонения для классов точности |
|
|
АА |
А, Б |
|
|
До 3 |
±0,10 |
±0,3 |
|
Св. 3 до 6 |
±0,15 |
±0,5 |
|
Св. 6 до 10 |
±0,20 |
±0,6 |
|
Св. 10 до 16 |
±0,9 |
|
|
Св. 16 до 40 |
±1,2 |
|
|
Св. 40 до 100 |
±0,25 |
±1,4 |
|
Св. 100 |
±0,30 |
±2,0 |
Таблица 17
Диаметр посадочного отверстия (кроме кругов типов 36, 2)
мм
|
H |
Предельные отклонения для классов точности |
||
|
АА |
А |
Б |
|
|
До 10 |
+0,1 |
+0,2 |
+0,2 |
|
Св. 10 до 18 |
+0,3 |
||
|
Св. 18 до 50 |
|||
|
Св. 50 до 80 |
+0,2 |
+0,4 |
|
|
Св. 80 до 120 |
+0,5 |
||
|
Св. 120 до 180 |
+0,3 |
||
|
Св. 180 до 260 |
+0,6 |
||
|
Св. 260 |
+0,3 |
+0,4 |
|
Таблица 18
Диаметр центрального отверстия кругов типов 36, 2
мм
|
Предельные отклонения для классов точности |
||
|
АА |
А, Б |
|
|
До 120 |
±1,0 |
±1,5 |
|
Св. 120 » 260 |
±1,5 |
±2,0 |
|
» 260 |
±2,0 |
±3,0 |
2.6. Допуски формы и расположения поверхностей должны соответствовать указанным в табл. 19 - 22.
Таблица 19
мм
|
Допуск параллельности и плоскостности (выпуклость и вогнутость) для классов точности |
|||
|
АА |
А |
Б |
|
|
До 160 |
0,10 |
0,15 |
0,25 |
|
Св. 160 » 400 |
0,15 |
0,25 |
0,40 |
|
» 400 |
0,20 |
0,40 |
0,50 |
Примечания:
1. Для кругов типа 36 допуск параллельности плоскостности не должен превышать 0,8 мм для классов точности АА и А; 1,0 мм - для класса точности Б.
2. (Исключено, Изм. № 2).
Таблица 20
мм
|
D |
Допуск круглости (овальность) наружной поверхности для классов точности |
||
|
АА |
А |
Б |
|
|
До 18 |
0,1 |
0,25 |
0,5 |
|
Св. 18 до 120 |
0,40 |
0,9 |
|
|
Св. 120 до 500 |
0,2 |
0,70 |
1,3 |
|
Св. 500 |
1,10 |
1,9 |
|
Таблица 21
мм
|
Т |
Допуск профиля продольного сечения (конусообразность) наружной поверхности (кроме типа 11) для классов точности |
||
|
АА |
А |
Б |
|
|
До 40 |
0,2 |
0,3 |
0,5 |
|
Св. 40 » 100 |
0,3 |
0,5 |
1,0 |
|
» 100 |
0,5 |
0,8 |
2,0 |
Таблица 22
мм
|
Смешение оси отверстия от номинального расположения (кроме кругов типа 36,2) для классов точности |
|||
|
АА |
А |
Б |
|
|
До 18 |
0,10 |
0,15 |
0,20 |
|
Св. 18 » 120 |
0,15 |
0,20 |
0,30 |
|
» 120 » 260 |
0,20 |
0,25 |
0,40 |
|
» 260 |
0,25 |
0,35 |
0,50 |
2.4 - 2.6 (Измененная редакция, Изм. № 1, 2).
2.7. Радиус закругления кромок или размер фасок на кругах не должен превышать:
0,5 мм - для Т ≤ 10 мм;
1,0 мм - для 10 мм < Т≤ 25 мм;
2,0 мм - для 25 мм < Т ≤ 40 мм;
3,0 мм - для 40 мм < Т ≤ 100 мм;
4,0 мм - для Т > 100 мм.
(Измененная редакция, Изм. № 2).
2.8. Трещины на кругах не допускаются.
2.9. Внешний вид кругов должен соответствовать требованиям, указанным в табл. 23.
(Измененная редакция, Изм. № 4).
2.10. На поверхности отверстия или выточки допускается наносить калибровочный слой толщиной не более 5 мм.
2.11. Твердость кругов - по ГОСТ 18118, ГОСТ 19202, ГОСТ 21323, ГОСТ 25961.
2.10, 2.11. (Измененная редакция, Изм. № 1).
Таблица 23
|
Классы точности |
|||
|
АА |
А |
Б |
|
|
Повреждения кромок |
Не допускаются |
Не допускаются размерами более 5 мм |
|
|
Инородные включения |
Не допускаются размерами более 0,5 мм |
Не допускаются размерами более 1 мм |
Не допускаются размерами более 2 мм |
|
В количестве более 4 - на участке в 100 см2 |
|||
|
Раковины |
Не допускаются |
Допускаются на поверхности круга размером не более 10-кратной величины размера зерна на кругах зернистостей 20 и менее и 5-кратной величины размера зерна на кругах зернистостей 25 и более |
|
Примечание. По согласованию с потребителем допускаются повреждения кромок по диаметру посадочного отверстия свыше 76 мм кругов класса А размерами не более 4 мм.
2.12. Классы неуравновешенности по ГОСТ 3060 должны быть:
1 - для кругов класса точности АА; 1 и 2 - для кругов класса точности А; 1, 2 и 3 - для кругов класса точности Б.
2.11, 2.12. (Измененная редакция, Изм. № 3).
2.13. Механическая прочность кругов должна обеспечивать их работу с рабочими скоростями, указанными в табл. 24.
Таблица 24
|
Рабочая скорость, м/с |
|
|
1 |
30; 35; 40; 50; 60; 80 |
|
4 |
30; 35; 40; 50; 60 |
|
36, 2 |
25; 30; 35 |
|
6, 11, 12, 14 |
20; 25; 30 |
|
Прочие круги |
15; 25; 30; 35; 50 |
2.14. Эксплуатационные показатели качества кругов на керамической связке должны соответствовать указанным в табл. 25 и 25а при условиях обработки по табл. 26.
Таблица 25
|
Наружный диаметр круга, мм |
Высота круга, мм |
Марка шлифовального материала |
Зернистость |
Степень твердости |
Номер структуры |
Коэффициент шлифования, не менее |
Шероховатость обработанной поверхности, Ra, мкм, не более |
|
|
Внутреннее врезное шлифование |
||||||||
|
1; 5; 7 |
3 - 8 |
До 16 |
25А |
12 - 4 |
СП; СП |
9 |
9,6 |
0,63 |
|
10 - 32 |
До 32 |
25 - 12 |
СМ2-С2 |
5 - 8 |
6,6 |
1,25 |
||
|
32 - 63 |
До 63 |
СМ1-С1 |
||||||
|
63 - 125 |
До 100 |
СМ1; СМ2 |
||||||
|
Плоское шлифование |
||||||||
|
2 |
200 |
До 80 |
25А |
40 - 25 |
СМ2 |
6 |
3,0 |
1,25 |
|
10 |
16 |
25 |
СМ1 |
2,5 |
||||
|
1; 11 6; 12 |
150 - 300 |
До 150 |
40 - 16 |
М2-СМ2 |
3,0 |
|||
|
1; 5; 7 |
250 - 300 |
Св. 20 |
40 - 25 |
СМ1-С1 |
3,6 |
|||
|
400 - 600 |
М3-С1 |
|||||||
|
1 |
250 |
До 25 |
СМ1-С1 |
|||||
|
1; 5; 7 |
125 - 600 |
До 80 |
63С; 64С |
40 - 16 |
М3-С2 |
5 - 8 |
0,26 |
|
|
1; 5; 7 |
125 - 600 |
До 80 |
63С 64С |
12-М40 |
СМ1-СТ3 |
6 - 9 |
0,15 |
0,63 |
|
11; 6 |
40 - 300 |
До 150 |
40 - 12 |
М3-С2 |
5 - 7 |
15,0 |
1,25 |
|
|
Круглое наружное врезное шлифование |
||||||||
|
1; 5; 7; 23; 26 |
200 - 250 |
До 40 |
25А |
40 - 12 |
СМ1-СТ3 |
6 - 8 |
1,2 |
1,25 |
|
300 - 350 |
2,4 |
|||||||
|
400 - 500 |
До 63 |
М3-СМ2 |
3,00 |
|||||
|
10 - 6 |
7 - 9 |
0,9 |
0,63 |
|||||
|
600; 750 |
До 80 |
40 - 16 |
С2-СТ3 |
6 - 7 |
1,46 |
1,25 |
||
|
300; 350 |
63С; 64С |
М3-СТ2 |
5 - 8 |
1,70 |
||||
|
400; 450 |
2,16 |
|||||||
|
500; 600 |
2,76 |
|||||||
|
1 |
200 - 400 |
СМ1-С1 |
7 - 8 |
0,8 |
||||
|
12-М40 |
М3-СТ1 |
7 - 9 |
1,2 |
0,63 |
||||
|
175 - 400 |
До 50 |
53С; 54С |
40 - 16 |
М3-С1 |
6 - 8 |
9,6 |
1,25 |
|
|
Круглое шлифование шеек коленчатого вала |
||||||||
|
1 |
750 |
До 80 |
25А |
40 - 16 |
СМ1-СТ2 |
6 - 7 |
1,0 |
1,25 |
|
900 - 1060 |
До 125 |
|||||||
|
Круглое наружное шлифование с продольной подачей |
||||||||
|
1; 5; 7 |
500; 600 |
До 80 |
25А |
40 - 16 |
СМ2-С2 |
6 - 7 |
1,4 |
1,25 |
|
Бесцентровое шлифование |
||||||||
|
1 |
350 - 450 |
До 200 |
25А |
40 - 16 |
СМ1-С1 |
6,7 |
3,6 |
1,25 |
|
500; 600 |
До 250 |
3,0 |
||||||
|
СМ2-СТ3 |
0,26 |
|||||||
|
300; 350 |
63С; 64С |
40 - 25 |
СМ1-СТ3 |
4 - 8 |
1,8 |
|||
|
16 - 8 |
2,1 |
0,63 |
||||||
|
400; 450 |
40 - 10 |
2,4 |
1,25 |
|||||
|
500; 600 |
|
3,0 |
||||||
|
500* |
63 |
13А; 14А |
25 |
СТ |
1,6 |
2,5 |
||
|
150 |
12 |
2,2 |
0,32 |
|||||
|
0,4 |
2,5 |
|||||||
|
600* |
125 |
25 |
1,0 |
1,25 |
||||
|
Шлицешлифование |
||||||||
|
1 |
125 - 200 |
До 32 |
25А |
40 - 16 |
М3-С1 |
5 - 8 |
1,5 |
0,63 |
* Связка вулканитовая.
Таблица 25а
|
Наружный диаметр круга, мм |
Высота круга, мм |
Марка шлифовального материала |
Зернистость |
Степень твердости |
Номер структуры |
Установленный ресурс, шт., не менее |
Шероховатость обработанной поверхности, Ra, мкм, не более |
|
|
Зубошлифование |
||||||||
|
1 |
100 - 300 |
До 80 |
25А |
40 - 25 |
М3-СМ2 |
6 - 8 |
48 |
1,25 |
|
400; 500 |
10 - 6 |
СМ2-С2 |
8; 9 |
6360 |
0,63 |
|||
|
3 |
250 - 300 |
До 50 |
25 - 16 |
М2; М3 |
7; 8 |
18 |
||
|
11 |
Св. 150 |
40 - 25 |
М3; СМ1 |
25/768 |
1,25 |
|||
|
Резьбошлифование |
||||||||
|
1; 4 |
250 - 350 |
До 32 |
25А |
12 - М28 |
С1-СТ1 |
8-10 |
1080 |
0,80 |
|
М3; СМ1 |
1440 |
0,63 |
||||||
|
400 - 500 |
6 |
С1; С2 |
480 |
|||||
|
Заточка |
||||||||
|
3 |
200 |
16 |
25А |
25 |
СМ1 |
8 |
25 |
0,63 |
|
12 |
150 |
6 |
46 |
0,40 |
||||
Примечание. Для кругов из нормального электрокорунда значения показателей (кроме параметра шероховатости) должны быть умножены на 0,8; из хромотитанистого и магниево-кремниевого электрокорунда - на 1,2; из монокорунда - на 1,5 по сравнению со значениями показателей для кругов из белого электрокорунда. Для кругов из черного карбида кремния значения показателей (кроме параметра шероховатости) должны быть умножены на 0,8 по сравнению со значениями показателей для кругов из зеленого карбида кремния.