
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
МУФТЫ И СОЕДИНИТЕЛЬНЫЕ ДЕТАЛИ
ЧУГУННЫЕ ДЛЯ АСБЕСТОЦЕМЕНТНЫХ
НАПОРНЫХ ТРУБ
ГОСТ 17584-72
ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
СОДЕРЖАНИЕ
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
МУФТЫ И СОЕДИНИТЕЛЬНЫЕ ДЕТАЛИ Cast iron joining rings
and fittings |
ГОСТ |
Дата введения 01.01.73
в части тройников и полумуфт - 01.01.74
Настоящий стандарт распространяется на муфты и детали чугунные, предназначаемые для соединения асбестоцементных напорных труб систем водоснабжения и мелиорации, работающих под давлением до 15-ти, присоединения их к металлическим фланцам арматуры и устройства отводов.
Герметичность соединений труб обеспечивается за счет сжатия резиновых колец, изготовляемых по ГОСТ 5228.
(Измененная редакция, Изм. № 1).
1. СОРТАМЕНТ
1.1. Наименование, комплектность деталей, а также их обозначения должны соответствовать указанным в табл. 1.
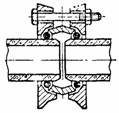
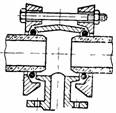
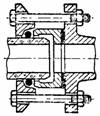
1.2. Муфты и соединительные детали (тройники и полумуфты) состоят из чугунной втулки и фланцев, стягиваемых болтами.
1.3. Муфты и соединительные детали должны изготовляться в соответствии с требованиями настоящего стандарта по технической документации, утвержденной в установленном порядке.
Конструкция, размеры и справочная масса втулок и фланцев, а также размеров болтов должны соответствовать указанным в табл. 2-6 и на черт. 1-7.
1.4. Допускаемые отклонения размеров d1, D2 и D3 втулок и фланцев должны быть не ниже II класса точности, а остальных размеров - не ниже III класса точности по ГОСТ 26645.
1.3., 1.4. (Измененная редакция, Изм. № 1).
|
Наименование комплекта |
Муфта |
Тройник |
Полумуфта |
|||
|
Общий вид |
|
|
|
|||
|
Наименование деталей |
Фланец |
Втулка |
Фланец |
Втулка-тройник |
Фланец |
Втулка |
|
Условное обозначение |
ФЧМ |
ВЧМ |
ФЧМ |
ВТЧМ |
ФЧ |
ВЧ |
|
Номер чертежа |
1-3 |
4 |
1-3 |
5 |
6 |
7 |
|
Номер таблицы |
2 |
3 |
2 |
4 |
5 |
6 |
|
Назначение |
Для соединения труб в водо- и газопроводах |
Для устройства отводов Dу =50 - 150 мм от водо- и газопроводов |
Для присоединения металлических фланцев арматуры и соединительных частей (ГОСТ 12815, Ру = 10 кгс/см2) к трубам в водо- и газопроводах |
|||
Примечание. Поставка тройников и полумуфт должна производиться c 01.01.74.
Размеры в мм
|
Для асбестоцементных труб |
Размеры фланцев ФЧМ |
Справочная масса |
Болты |
||||||||||||||
|
Условный проход |
Наружный диаметр |
D1 |
D2 |
D3 |
D4 |
D5 |
D6 |
D7 |
D8 |
r1 |
r2 |
a |
h |
кг. |
Диаметр |
Длина |
Кол. |
|
100 |
122 |
125 |
146 |
150 |
160 |
186 |
176 |
14 |
16 |
16 |
14 |
5 |
23 |
1,4 |
М12 |
110 |
3 |
|
150 |
168 |
171 |
194 |
198 |
208 |
236 |
230 |
20 |
22 |
20 |
18 |
6 |
24 |
2,0 |
М16 |
130 |
3 |
|
200 |
224 |
227 |
252 |
256 |
269 |
297 |
291 |
20 |
22 |
20 |
18 |
6 |
24 |
2,7 |
М16 |
130 |
4 |
|
250 |
274 |
278 |
305 |
309 |
319 |
354 |
345 |
24 |
26 |
24 |
22 |
8 |
30 |
4,3 |
М20 |
160 |
4 |
|
300 |
324 |
328 |
357 |
361 |
373 |
438 |
399 |
2: |
26 |
24 |
22 |
8 |
30 |
5,6 |
М20 |
160 |
5 |
|
350 |
373 |
377 |
408 |
413 |
425 |
465 |
451 |
24 |
26 |
24 |
22 |
9 |
34 |
8,2 |
М20 |
180 |
5 |
|
400 |
427 |
431 |
464 |
469 |
482 |
522 |
508 |
24 |
26 |
24 |
22 |
9 |
34 |
9,0 |
М20 |
180 |
5 |
|
500 |
528 |
533 |
538 |
573 |
585 |
625 |
611 |
24 |
26 |
24 |
22 |
10 |
36 |
11,5 |
М20 |
180 |
5 |
Фланец ФЧМ для труб Dу = 100-150 мм
Фланец ФЧМ для труб Dy=200-250 мм
Черт. 2
Фланец ФЧМ для труб Dу, =300- 500 мм
Черт. 3
Втулка ВЧМ
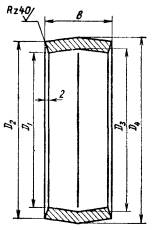
Черт. 4
Таблица 3
Размеры в мм
|
Асбестоцементные трубы |
Размеры втулок ВЧМ для муфт |
Справочная масса, кг |
||||||
|
Условный проход |
Наружный диаметр |
D1 |
D2 |
D3 |
D4 |
B |
S |
|
|
100 |
122 |
125 |
143 |
129 |
147 |
50 |
9 |
1,3 |
|
150 |
168 |
171 |
191 |
175 |
195 |
70 |
10 |
2,8 |
|
200 |
224 |
227 |
249 |
231 |
253 |
70 |
11 |
4,0 |
|
250 |
274 |
278 |
302 |
282 |
306 |
80 |
12 |
6,9 |
|
300 |
324 |
328 |
354 |
332 |
358 |
90 |
13 |
8,8 |
|
350 |
373 |
377 |
405 |
382 |
410 |
90 |
14 |
10,9 |
|
400 |
427 |
431 |
461 |
436 |
465 |
100 |
15 |
14,4 |
|
500 |
528 |
533 |
565 |
538 |
570 |
100 |
16 |
19,5 |
Втулка-тройник ВТЧМ
Черт. 5
Таблица 4
Размеры в мм
|
Асбестоцементные трубы, |
Размеры втулок тройников ВТЧМ |
Справочная масса кг |
Болты |
||||||||||||||
|
Условный проход |
Наружный диаметр |
D1 |
D2 |
D3 |
D4 |
D5 |
D6 |
D7 |
d |
n |
S |
B |
l |
Диаметр |
Длина |
Кол. |
|
|
100 |
122 |
125 |
113 |
129 |
50 |
102 |
125 |
165 |
20 |
4 |
9 |
17 |
110 |
6,0 |
180 |
M12 |
3 |
|
100 |
122 |
125 |
143 |
129 |
100 |
158 |
180 |
220 |
20 |
4 |
9 |
19 |
160 |
9,0 |
220 |
M12 |
3 |
|
150 |
168 |
171 |
191 |
175 |
50 |
102 |
125 |
165 |
20 |
4 |
10 |
17 |
110 |
7,5 |
180 |
M16 |
3 |
|
150 |
168 |
171 |
191 |
175 |
100 |
158 |
180 |
220 |
20 |
4 |
10 |
19 |
160 |
11,8 |
220 |
M16 |
3 |
|
150 |
168 |
171 |
191 |
175 |
150 |
212 |
210 |
285 |
24 |
8 |
10 |
21 |
210 |
15,5 |
270 |
M16 |
3 |
|
200 |
224 |
227 |
249 |
231 |
50 |
102 |
125 |
165 |
20 |
4 |
11 |
17 |
110 |
9,8 |
180 |
M16 |
4 |
|
200 |
224 |
227 |
249 |
231 |
100 |
158 |
180 |
220 |
20 |
4 |
11 |
19 |
160 |
15,2 |
220 |
M16 |
4 |
|
200 |
224 |
227 |
249 |
231 |
150 |
212 |
240 |
285 |
24 |
8 |
11 |
21 |
210 |
21,3 |
270 |
M16 |
4 |
|
300 |
324 |
328 |
351 |
332 |
100 |
158 |
180 |
220 |
20 |
4 |
13 |
19 |
160 |
20,7 |
250 |
M20 |
5 |
|
300 |
324 |
328 |
354 |
332 |
150 |
212 |
240 |
285 |
24 |
8 |
13 |
21 |
210 |
28,3 |
300 |
M20 |
5 |
Таблица 5
Размеры в мм
|
Асбестоцементные трубы |
Размеры фланцев ФЧ |
Справочная масса кг |
Болты |
||||||||||||
|
Условный проход |
Наружный диаметр |
D1 |
D2 |
D3 |
D4 |
D5 |
D6 |
D7 |
a |
b |
h |
Диаметр |
Длина |
Кол. |
|
|
100 |
122 |
125 |
146 |
150 |
180 |
218 |
220 |
19 |
5 |
8 |
23 |
2,4 |
M16 |
140 |
4 |
|
150 |
168 |
171 |
194 |
198 |
240 |
283 |
285 |
23 |
6 |
9 |
24 |
4,0 |
M20 |
140 |
8 |
|
200 |
224 |
227 |
252 |
256 |
295 |
338 |
340 |
23 |
6 |
9 |
24 |
5,0 |
M20 |
140 |
8 |
|
250 |
274 |
278 |
305 |
309 |
350 |
393 |
395 |
23 |
8 |
11 |
30 |
7,9 |
M20 |
153 |
12 |
|
300 |
324 |
328 |
357 |
361 |
400 |
443 |
415 |
23 |
8 |
11 |
30 |
8,5 |
M20 |
150 |
12 |
|
350 |
373 |
377 |
403 |
413 |
460 |
502 |
505 |
23 |
9 |
12 |
3t |
12,4 |
M20 |
150 |
16 |
|
400 |
427 |
431 |
464 |
469 |
515 |
562 |
565 |
26 |
9 |
12 |
34 |
14,5 |
M22 |
150 |
16 |
|
500 |
528 |
553 |
568 |
573 |
620 |
667 |
670 |
26 |
10 |
13 |
36 |
20,5 |
M22 |
150 |
20 |
Размеры в мм
|
Асбестоцементные трубы |
Размеры втулок ВЧ |
Справочная масса, кг |
|||||
|
Условный проход |
Наружный диаметр |
D1 |
D2 |
D3 |
D4 |
s |
|
|
100 |
122 |
125 |
143 |
100 |
158 |
9 |
2,2 |
|
150 |
168 |
l71 |
191 |
150 |
212 |
10 |
3,4 |
|
200 |
224 |
227 |
249 |
200 |
268 |
11 |
5,0 |
|
260 |
274 |
278 |
302 |
250 |
320 |
12 |
6,7 |
|
300 |
324 |
328 |
364 |
300 |
370 |
13 |
8,5 |
|
350 |
873 |
377 |
405 |
350 |
430 |
14 |
11,2 |
|
400 |
427 |
431 |
461 |
.399 |
482 |
15 |
13,8 |
|
500 |
528 |
533 |
567 |
498 |
585 |
16 |
18,4 |
Фланец ФЧ
Черт. 6
Втулка ВЧ
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Втулки и фланцы должны отливаться из чугуна марки не ниже СЧ 12-28 по ГОСТ 1412.
2.2. Отливки деталей не должны иметь дефектов: недолива, неслитин, пригаров, заливов, пористости, трещин, раковин глубиной более 15 % номинальной толщины стенки.
Допускается заварка дефектных мест с последующей зачисткой. Общее количество заваренных мест не должно быть более двух на деталь.
При неровной поверхности отливки допускается местная зачистка глубиной не более 1 мм только под гайки или головки болтов.
На изделиях высшей категории качества дефекты не допускаются.
2.3. Втулки должны быть водонепроницаемы и выдерживать без разрушения давление:
25 ати - при условном проходе до 300 мм;
20 ати - при условном проходе св. 300 мм, а втулки муфт высшей категории качества-30 ати при условном проходе до 300 мм и 25 ати - при условном проходе св. 300 мм.
2.4. Поверхности втулок и фланцев должны быть покрыты нефтяным битумом, температура размягчения которого должна быть не ниже 65°С. Битум должен отвечать требованиям ГОСТ 9812. Покрытие должно быть прочным, гладким и не иметь видимых глазом трещин, не должно быть липким и растворимым в воде. Покрытие поверхности втулок битумом должно производиться после их гидравлического испытания.
Примечание. Поверхности втулок и фланцев муфт, предназначенных для систем мелиорации, допускается покрывать битумным лаком БТ 577 по ГОСТ 5631.
2.5. Размеры болтов и гаек должны соответствовать ГОСТ 7798 и ГОСТ 5915, а технические требования к ним - ГОСТ 1759.0.
Допускается применение болтов грубой точности с уменьшенной головкой по ГОСТ 15590, а также шпилек соответствующей длины и диаметра резьбы по ГОСТ 22042 с гайками.
2.4. - 2.5. (Измененная редакция, Изм. № 1).
2.6. Болты и гайки должны быть оцинкованы.
Примечание. Допускается по согласованию с потребителем поставка неоцинкованных болтов и гаек.
2.7. Готовые детали должны быть приняты техническим контролем предприятия-изготовителя.
3. МЕТОДЫ ИСПЫТАНИЙ
3.1. Муфты и соединительные детали должны поставляться комплектно партиями. Размер партии устанавливают соглашением между предприятием-изготовителем и потребителем.
3.2. Приемку муфт и соединительных деталей производят путем проведения приемочного контроля по внешнему виду и размерам, а также по водонепроницаемости.
Для проверки по внешнему виду и размерам отбирают 5 % фланцев, втулок и др. деталей, а для испытания гидравлическим давлением - 1 % втулок от партии, но не менее 5 шт.
При приемке изделий высшей категории качества для проверки по всем показателям отбирают 10% изделий от партии.
Если при контрольной проверке хотя бы одно изделие по какому-либо показателю не будет удовлетворять требованиям настоящего стандарта, производят повторную проверку по этому показателю удвоенного количества изделий, отобранных от той же партии. В случае неудовлетворительных результатов повторной проверки, партию бракуют.
(Измененная редакция, Изм. № 1).
3.3. Проверка размеров должна проводиться универсальным инструментом или шаблонами.
3.4. Гидравлические испытания втулок проводят на специальном прессе.
При установке на прессе торцы втулок герметизируют резиновыми кольцами. Испытание проводят нагнетанием воды в испытуемую втулку. Величину давления определяют по манометру.
Под гидравлическим давлением, указанным в п. 2.3, втулка должна находиться не менее 15 с. При испытании втулку слегка обстукивают стальным молотком массой 700г.
Если в процессе, этого испытания на наружной поверхности втулки не образуется капелек воды, то ее считают выдержавшей испытание на водонепроницаемость.
3.5. Методы испытаний физико-механических показателей и химического анализа чугуна втулок и фланцев, должны соответствовать указанным в ГОСТ 1412 и ГОСТ 22536.0 - ГОСТ 22536.14.
3.6. Температура размягчения битума должна определяться по ГОСТ 11506.
4. МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. На наружной поверхности каждой муфты или детали должны быть указаны: товарный знак предприятия-изготовителя, буква В на муфтах, предназначенных для систем питьевого водоснабжения, буква М на муфтах для систем мелиорации, условное обозначение детали, диаметр труб, для которых они предназначены, а на втулке-тройнике дополнительно указывают диаметр отвода.
На муфтах и деталях высшей категории качества должно быть нанесено изображение государственного Знака качества. Например, на втулке-тройнике, предназначенной для соединения асбестоцементных труб для мелиорации с диаметром условного прохода 150 мм и устройства отвода с условным проходом 50 мм, должны быть указаны после товарного знака наименование детали и диаметр труб: М-ВТЧМ -150/50, а на фланцах, комплектующих такую втулку, должно быть соответственно указано: М-ФЧ-150.
4.2. Предприятие-изготовитель должно сопровождать каждую партию изделий паспортом (сертификатом), в котором указывают:
а) наименование завода-изготовителя;
б) номер партии;
в) наименование комплекта;
г) результаты гидравлических испытаний втулок;
д) температуру размягчения битума;
е) обозначение настоящего стандарта.
(Измененная редакция, Изм. № 1).
4.3. Втулки, фланцы и болты для муфт, тройников и полумуфт перевозят комплектно, для этого их связывают проволокой или стягивают болтами.
При перевозке чугунных деталей, связанных проволокой, необходимое количество болтов отправляют в ящиках одновременно с чугунными деталями.
4.4. Муфты, тройники и полумуфты должны храниться под навесом уложенными раздельно в стопы и должны быть защищены от воздействия атмосферных осадков.
5. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
5.1. Предприятие-изготовитель должно гарантировать соответствие поставляемых изделий требованиям настоящего стандарта.
5.2. Гарантийный срок эксплуатации (хранения) изделий при условии соблюдения потребителем правил транспортирования и хранения, предусмотренных настоящим стандартом,-12 мес. со дня сдачи муфт (других изделий) в эксплуатацию, но не более 18 мес. со дня отгрузки с предприятия, а муфт (других изделий) высшей категории качества - два года со дня сдачи в эксплуатацию, но не более двух с половиной лет со дня отгрузки с предприятия-изготовителя.
Раздел 5. (Введен дополнительно, Изм. № 1).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН Научно-исследовательским и проектным институтом асбестоцементной промышленности «НИИасбестцемент» Минстройматериалов СССР
РАЗРАБОТЧИКИ
М. Е. Чеченин (руководитель темы), Г. А. Пугачев, Л. М. Лейбенгруб.
ВНЕСЕН Министерством промышленности строительных материалов СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстроя СССР от 10.03.72 № 37
3. ВВЕДЕН ВПЕРВЫЕ
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
ГОСТ 1412-85 |
|
|
ГОСТ 1759.0-87 |
|
|
ГОСТ 5228-89 |
|
|
ГОСТ 5631-79 |
|
|
ГОСТ 5915-70 |
|
|
ГОСТ 7798-70 |
|
|
ГОСТ 9812-74 |
|
|
ГОСТ 11506-73 |
|
|
ГОСТ 12815-80 |
|
|
ГОСТ 15590-70 |
|
|
ГОСТ 22042-76 |
|
|
ГОСТ 22536.0-87 |
|
|
ГОСТ 22536.1-88 |
|
|
ГОСТ 22536.2-87 |
|
|
ГОСТ 22536.3-88 |
|
|
ГОСТ 22536.4-88 |
|
|
ГОСТ 22536.5-87 |
|
|
ГОСТ 22536.6-88 |
|
|
ГОСТ 23536.7-88 |
|
|
ГОСТ 22536.8-87 |
|
|
ГОСТ 22536.9-88 |
|
|
ГОСТ 26645-85 |
5. ПЕРЕИЗДАНИЕ (август 1993 г.) с Изменением № 1, утвержденным в июне 1978 г. (ИУС 8-78)