ГОСГОРТЕХНАДЗОР РОССИИ
Утверждены
постановлением
Госгортехнадзора России
от 19.06.03 № 103
Зарегистрировано
в Минюсте России
20.06.03, рег. № 4811
ПОРЯДОК
ПРИМЕНЕНИЯ СВАРОЧНЫХ ТЕХНОЛОГИЙ
ПРИ ИЗГОТОВЛЕНИИ, МОНТАЖЕ, РЕМОНТЕ
И РЕКОНСТРУКЦИИ ТЕХНИЧЕСКИХ
УСТРОЙСТВ ДЛЯ ОПАСНЫХ
ПРОИЗВОДСТВЕННЫХ ОБЪЕКТОВ
РД 03-615-03
![]()
Москва
ПИО ОБТ
2003
Порядок применения сварочных технологий при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов (РД 03-615-03) печатается по официальному тексту, опубликованному в «Российской газете» от 21.06.03 № 120/1 (3234/1).
I. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Настоящий документ устанавливает порядок применения технологий сварки (наплавки), предназначенных для использования и/или используемых при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов, а также требования и условия проведения испытаний, освидетельствования (далее по тексту - аттестации) и оформления их результатов.
1.2. Настоящий документ разработан в соответствии с Федеральным законом от 21.07.1997 № 116-ФЗ «О промышленной безопасности опасных производственных объектов» (Собрание законодательства Российской Федерации, 1997, № 30, ст. 3688), Положением о Федеральном горном и промышленном надзоре России, утвержденным постановлением Правительства Российской Федерации от 03.12.2001 № 841 (Собрание законодательства Российской Федерации, 2001, № 50, ст. 4742).
1.3. Термины и определения, использованные в тексте, приведены в приложении 1.
1.4. Аттестации подлежат технологии выполнения сварки и наплавки, используемые при изготовлении, монтаже, ремонте и реконструкции технических устройств, оборудования и сооружений опасных производственных объектов.
1.5. Использование неаттестованных технологий при изготовлении, монтаже, ремонте и реконструкции технических устройств, оборудования и сооружений опасных производственных объектов не допускается.
1.6. Аттестация технологий сварки и наплавки подразделяется на исследовательскую и производственную.
1.7. Исследовательскую аттестацию проводят при подготовке к применению новых (ранее не аттестованных) технологий сварки с целью подтверждения того, что они обеспечивают количественные характеристики сварных соединений, металла шва и наплавленного металла, указанные в проектно-конструкторской документации на сварные конструкции и требованиях специальных технических регламентов к опасным производственным объектам, а до вступления их в действие - нормативной документации, утвержденной или согласованной с Госгортехнадзором России, а также для определения количественных характеристик сварных соединений, необходимых для расчетов при проектировании и для обеспечения безопасной эксплуатации технических устройств, оборудования и сооружений на опасных производственных объектах.
1.8. Технологии сварки и наплавки, регламентированные действующей нормативной документацией, согласованной с Госгортехнадзором России, считаются аттестованными технологиями. Проведение исследовательской аттестации для таких технологий не требуется.
1.9. Производственную аттестацию технологии сварки и наплавки осуществляют с целью подтверждения того, что организация, занимающаяся изготовлением, монтажом, ремонтом или реконструкцией технических устройств, оборудования и сооружений, применяемых на опасных производственных объектах, обладает техническими, организационными возможностями и квалифицированными кадрами для производства сварки (наплавки) по аттестованным технологиям, а также проверки того, что сварные соединения (наплавки), выполненные в условиях конкретного производства по аттестуемой технологии, обеспечивают соответствие требованиям к опасным производственным объектам общих и специальных технических регламентов, а до их вступления в силу - нормативных документов, утвержденных или согласованных Госгортехнадзором России, конструкторской (в части требований к сварке и контролю качества) и технологической документации.
1.10. Производственную аттестацию подразделяют на первичную, периодическую и внеочередную.
Для проведения любой производственной аттестации технологии сварки (наплавки) организация-заявитель должна представить соответствующую документацию, содержащую указания о применяемом сварочном и вспомогательном оборудовании, способах сварки (наплавки), используемых основных и сварочных материалах, конструкции и размерах свариваемых деталей и сварных швов, режимах и технологических приемах выполнения сварочных работ, требования по оценке качества сварных соединений.
1.11. Первичную производственную аттестацию технологии сварки и наплавки проводят в тех случаях, когда организация, занимающаяся изготовлением, монтажом, ремонтом или реконструкцией технических устройств, оборудования и сооружений опасных производственных объектов, впервые применяет аттестуемую технологию в своей организации, либо в тех случаях, когда в технологию, прошедшую производственную аттестацию, внесены изменения, выходящие за пределы области распространения, указанные в «Свидетельстве НАКС о готовности организации-заявителя к использованию аттестованной технологии» или в нормативных документах. Первичную производственную аттестацию технологии сварки и наплавки проводят также при отсутствии оформленного разрешения органов Госгортехнадзора России на применяемую организацией технологию сварки и наплавки.
1.12. Производственные технологии сварки и наплавки, предусмотренные действующей нормативной документацией и применяющиеся в организации-заявителе, занимающейся изготовлением, монтажом, ремонтом или реконструкцией технических устройств, оборудования и сооружений опасных производственных объектов до введения настоящего документа, считаются прошедшими первичную производственную аттестацию и подлежат периодической аттестации не позже четырех лет с момента ввода в действие настоящего документа.
1.13. Периодическую производственную аттестацию технологии сварки и наплавки проводят через каждые четыре года в случае, когда организация-заявитель, занимающаяся изготовлением, монтажом, ремонтом или реконструкцией технических устройств, оборудования и сооружений опасных производственных объектов, постоянно применяет технологию, прошедшую первичную производственную аттестацию в своей организации, а также после перерыва в применении данной технологии свыше одного года.
1.14. Внеочередную производственную аттестацию технологии сварки и наплавки проводят по требованию территориальных органов Госгортехнадзора России в тех случаях, когда организация-заявитель, занимающаяся изготовлением, монтажом, ремонтом или реконструкцией технических устройств, оборудования и сооружений опасных производственных объектов, выпускает продукцию, не соответствующую требованиям нормативных документов в части обеспечения промышленной безопасности.
Внеочередная производственная аттестация технологии сварки и наплавки может быть проведена также на основании представления руководителя службы (отдела, лаборатории и др.) технического контроля организации, занимающегося изготовлением, монтажом, ремонтом или реконструкцией технических устройств, оборудования и сооружений опасных производственных объектов, или заказчика в связи с ухудшением качества сварных соединений (наплавок).
1.15. Ответственными за исполнение настоящего документа в части применения и соблюдения аттестованных технологий являются руководители и специалисты организаций, выполняющих работы по изготовлению, монтажу, ремонту, реконструкции и эксплуатации технических устройств, оборудования и сооружений на опасных производственных объектах, а в части выполнения работ по аттестации технологий - руководители и специалисты организаций, выполняющих соответствующие работы.
II. ОРГАНИЗАЦИЯ АТТЕСТАЦИИ ТЕХНОЛОГИЙ СВАРКИ НА ОПАСНЫХ ПРОИЗВОДСТВЕННЫХ ОБЪЕКТАХ
2.1. Система аттестации сварочных технологий (САСв) включает комплекс требований, определяющих правила и процедуру аттестации технологий сварки (наплавки), предназначенных для использования и/или используемых при изготовлении, монтаже, ремонте и реконструкции опасных производственных объектов, а также требования к организациям, участвующим в процессе аттестации.
В структуру САСв входят:
Госгортехнадзор России.
Национальный аттестационный комитет по сварочному производству (НАКС).
Аттестационные центры.
Специализированные организации.
2.2. Госгортехнадзор России:
2.2.1. Определяет перечень специализированных организаций по группам опасных производственных объектов.
2.2.2. Согласовывает необходимость и объем исследовательской аттестации.
2.2.3. Принимает мотивированные решения о полном или частичном приостановлении процессов производства с применением новых, ранее не аттестованных, технологий сварки и наплавки при изготовлении, монтаже, ремонте или реконструкции технических устройств, оборудования и сооружений опасных производственных объектов.
2.2.4. На основании Свидетельства НАКС о готовности организации-заявителя к использованию аттестованной технологии сварки проводит согласование применения аттестованной технологии сварки при изготовлении, монтаже и ремонте на опасных производственных объектах, если действующим законодательством не предусмотрен иной порядок выдачи разрешений.
2.2.5. Согласовывает перечень Аттестационных центров, аккредитуемых для участия в аттестации технологий сварки (наплавки).
2.3. Национальный аттестационный комитет по сварочному производству (НАКС):
2.3.1. Проводит экспертизу аттестационных центров и после согласования с Госгортехнадзором России выдает центрам свидетельство об аккредитации с определением области деятельности по аттестации технологии сварки (наплавки).
2.3.2. Подготавливает материалы для включения организаций в перечень специализированных организаций и проводит их аккредитацию в качестве аттестационных центров САСв для проведения исследовательской аттестации сварки (наплавки).
2.3.3. Регистрирует результаты исследовательской аттестации и готовит для Госгортехнадзора России материалы для оформления разрешения на применение указанной технологии сварки при изготовлении, монтаже и ремонте или реконструкции на соответствующих опасных производственных объектах.
2.3.4. Проводит в необходимых случаях экспертизу результатов производственной аттестации и выдает Свидетельство о готовности организации-заявителя к использованию аттестованной технологии сварки при изготовлении, монтаже и ремонте или реконструкции на опасных производственных объектах.
2.3.5. Ведет внутренний Реестр САСв специализированных организаций и Аттестационных центров, аккредитованных в качестве центров аттестации технологий сварки (наплавки).
2.3.6. Ведет внутренний Реестр САСв аттестованных технологий.
2.3.7. Ведет внутренний Реестр САСв организаций, использующих аттестованные технологии.
2.3.8. Ведет подготовку экспертов НАКС.
2.3.9. Ведет Реестр САСв экспертов НАКС.
2.3.10. Обеспечивает методическое руководство проведения аттестаций технологий.
2.3.11. Организует инспекционные проверки деятельности АЦ.
2.4. Аттестационные центры:
2.4.1. Организовывают деятельность по аттестации технологий сварки (наплавки) технических устройств, оборудования и сооружений опасных производственных объектов. Оказывают техническую, консультационную и методическую помощь в подготовке к проведению производственной аттестации в рамках области аккредитации.
2.4.2. На основании результатов производственной аттестации технологии сварки составляют заключение о готовности организации-заявителя к использованию данной технологии сварки в организации-заявителе.
2.4.3. Формируют состав аттестационной комиссии и принимают участие в работе аттестационных комиссий.
2.4.4. Разрабатывают совместно с организацией-заявителем, занимающейся изготовлением, монтажом, ремонтом и реконструкцией технических устройств, оборудования и сооружений, применяемых на опасных производственных объектах, программы производственной аттестации.
2.4.5. Аттестационные центры создаются в регионах на основании экспертизы НАКС по согласованию с Госгортехнадзором России в установленном порядке.
2.5. Специализированные организации:
2.5.1. Подготавливают заключение о необходимости и объеме исследовательской аттестации.
2.5.2. Разрабатывают программу исследовательской аттестации.
2.5.3. Подготавливают аттестационный отчет об исследовательской аттестации.
2.5.4. Оказывают методическую и консультационную помощь в составлении программы первичной и внеочередной производственной аттестации.
2.6. Организация-заявитель, занимающаяся изготовлением, монтажом, ремонтом или реконструкцией технических устройств, оборудования и сооружений опасных производственных объектов:
2.6.1. Участвует совместно с Аттестационным центром в составлении программы производственной аттестации технологии.
2.6.2. Выделяет специалистов для включения в состав аттестационной комиссии.
2.6.3. Проводит все технические мероприятия, связанные с производственной аттестацией технологии сварки (наплавки).
III. ИССЛЕДОВАТЕЛЬСКАЯ АТТЕСТАЦИЯ ТЕХНОЛОГИИ СВАРКИ И НАПЛАВКИ
3.1. К подлежащим исследовательской аттестации технологиям относятся:
технологии сварки и наплавки изделий из материалов новых марок, разрешение на применение которых для изготовления технических устройств, оборудования и сооружений на опасных производственных объектах подлежит оформлению в порядке, установленном общими и специальными техническими регламентами, а до вступления их в силу - соответствующими нормативными документами Госгортехнадзора России;
технологии сварки и наплавки с применением новых способов сварки или способов, не предусмотренных действующей нормативной документацией, согласованной с Госгортехнадзором России;
технологии сварки и наплавки с использованием сварочных материалов, не предусмотренных действующей нормативной документацией, согласованной с Госгортехнадзором России, для выполнения конкретным способом сварки (наплавки) соответствующих сварных соединений.
3.2. Организацией-заявителем для проведения исследовательской аттестации может выступать как организация - разработчик новых материалов и технологий, так и организация, занимающаяся изготовлением, монтажом, ремонтом или реконструкцией технических устройств, оборудования и сооружений опасных производственных объектов с использованием новых материалов и технологий.
В случае необходимости применения конкретной организацией ранее не аттестованной технологии сварки (наплавки) проводится исследовательская аттестация, которая для данной организации является первичной производственной.
3.3. Необходимость проведения и объем исследовательской аттестации при внесении изменений в ранее аттестованные технологии сварки или наплавки (в части предварительного и сопутствующего подогрева, режимов сварки и термической обработки) устанавливаются на основании действующих нормативных документов и заключения специализированной научно-исследовательской организации по согласованию с Госгортехнадзором России.
3.4. Исследовательскую аттестацию проводят специализированные организации или Аттестационные центры, аккредитованные для этого вида деятельности, совместно с организацией-заявителем.
3.5. Исследовательскую аттестацию проводят по программе аттестационных испытаний, разработанной специализированной организацией. При разработке программы аттестационных испытаний должны быть учтены требования к исследовательской аттестации, изложенные в нормативных документах, согласованных с Госгортехнадзором России. В программе должны быть указаны:
наименование и область применения аттестуемой технологии;
основные параметры технологического процесса выполнения сварных соединений при проведении аттестационных испытаний;
методы неразрушающего контроля выполняемых сварных соединений (наплавок);
виды и объемы аттестационных испытаний сварных соединений и металла шва (наплавленного металла) методами разрушающего контроля;
методики проведения контроля и испытаний;
требования к количественным характеристикам показателей качества сварных соединений;
другие данные, специфические для аттестуемой технологии.
3.5.1. Область применения аттестуемой технологии должна предусматривать допускаемые виды рабочих сред и диапазоны температур эксплуатации металла сварных соединений (наплавок); характер и виды нагрузок в процессе эксплуатации.
3.5.2. Основные параметры технологического процесса выполнения сварных соединений (наплавок) при проведении аттестационных испытаний должны включать марку материала, форму и размеры свариваемых деталей, способ сварки (наплавки), марку (сочетание марок) сварочных материалов, режимы подогрева, сварки (наплавки) и термической обработки и другие требования к выполнению сварки (наплавки), изложенные в нормативных документах.
3.5.3. Для неразрушающего контроля выполняемых сварных соединений (наплавок) следует предусматривать все методы, используемые при контроле производственных сварных соединений (наплавок) согласно требованиям соответствующих правил Госгортехнадзора России, нормативной и технологической документации, а также (при необходимости) дополнительные методы, подтверждающие соответствие качества сварных соединений (наплавок) предъявляемым требованиям. При этом контроль всеми методами (кроме измерительного) должен выполняться по всей протяженности каждого сварного соединения (площади наплавки). Для всех методов контроля применяются нормы оценки качества, предусмотренные соответствующими нормативными документами. В случае, когда в заявленную область аттестации входят сварные конструкции, для которых нормы оценки качества установлены разными нормативными документами, применяются более жесткие нормы.
3.5.4. Виды и объемы аттестационных испытаний (в том числе определение физико-механических свойств, испытаний на длительную прочность и пластичность, сопротивление хрупкому разрушению, циклическую прочность и коррозионную стойкость и др.) устанавливаются на основании требований нормативных документов, в зависимости от предусматриваемой области применения аттестуемой технологии и специфических условий эксплуатации сварных соединений и наплавок с учетом степени влияния факторов, отличающих новую технологию от соответствующих ранее аттестованных технологий (в том числе от технологий, считающихся аттестованными).
3.5.5. Для методик проведения контроля и испытаний должны быть приведены ссылки на соответствующие нормативные, технические и методические документы с указанием типов образцов, зон их вырезки и ориентации относительно сварного шва и направления проката.
3.5.6. При исследовательской аттестации технологий выполнения сварных соединений изделий из материалов новых марок программа аттестационных испытаний должна составляться с учетом требований соответствующих нормативных документов, утвержденных или согласованных в установленном порядке.
3.6. Результаты проведенной согласно программе исследовательской аттестации технологии выполнения сварных соединений или наплавок должны быть оформлены в виде аттестационного отчета.
При этом должно быть подтверждено соответствие результатов неразрушающего контроля сварных соединений (наплавок), выполненных для проведения аттестационных испытаний, требованиям соответствующих нормативных документов, утвержденных или согласованных с Госгортехнадзором России, нормативной документации и технической документации. Должна быть дана оценка технологических свойств новых основных и сварочных материалов.
3.7. В приложении к отчету должны быть приведены сведения об аттестации сварщиков, специалистов сварочного производства и специалистов по контролю качества, принимавших участие в проведении исследовательской аттестации; краткая характеристика аккредитованной лаборатории (центра), в котором выполняли работы, связанные с аттестацией технологии, адреса, телефоны и фамилии руководителей, отвечающих за проведение исследовательской аттестации.
IV. ПРОИЗВОДСТВЕННАЯ АТТЕСТАЦИЯ ТЕХНОЛОГИИ СВАРКИ И НАПЛАВКИ
4.1. Порядок выполнения производственной аттестации
4.1.1. На основании заявки организации-заявителя (рекомендуемая форма приведена в приложении 2) аттестационный центр совместно с организацией-заявителем составляет программу производственной аттестации.
4.1.2. Аттестационный центр создает аттестационную комиссию, в которую по согласованию с организацией-заявителем включает сотрудников данной организации (руководитель сварочных работ, представитель службы технического контроля, а также другие специалисты).
Направление производственной деятельности специалистов сварочного производства, входящих в комиссию, должно соответствовать заявляемой области аттестации.
В работе аттестационной комиссии может принимать участие представитель территориального органа Госгортехнадзора России, осуществляющий контроль соблюдения процедур проведения аттестации.
4.1.3. Состав комиссии, программа производственной аттестации и сроки проведения аттестации должны быть утверждены приказами по АД и по организации-заявителю. В приказе организации-заявителя должно быть указано лицо, ответственное за технические вопросы проведения производственной аттестации. Производственная аттестация технологии сварки (наплавки) проводится для каждой группы однотипных производственных сварных соединений (наплавок), выполняемых в данной организации.
4.1.4. Аттестационный центр совместно с организацией-заявителем перед проведением производственной аттестации технологии сварки (наплавки) должен составить программу аттестации.
«Программа производственной аттестации технологии сварки (наплавки)» должна быть подписана членами аттестационной комиссии и утверждена руководителем АЦ.
4.1.5. При разработке «Программы производственной аттестации технологии сварки (наплавки)» должны быть учтены требования к производственной аттестации, изложенные в нормативных документах, утвержденных или согласованных в установленном порядке. В программе должны быть указаны:
наименование и область применения аттестуемой технологии;
основные технологические характеристики сварных соединений, выполняемых при проведении аттестационных испытаний;
методы неразрушающего контроля выполняемых сварных соединений (наплавок);
виды и объемы аттестационных испытаний сварных соединений и металла шва (наплавленного металла) методами разрушающего контроля;
методики проведения контроля и испытаний;
требования к количественным характеристикам показателей качества сварных соединений;
другие данные, специфические для аттестуемой технологии;
требования к результатам неразрушающих и разрушающих испытаний.
4.1.6. Программа внеочередной аттестации технологии сварки (наплавки) должна быть дополнительно согласована со специализированной организацией, указанной в действующей нормативной документации или Реестре САСв.
4.1.7. Производственная аттестация проводится Аттестационным центром совместно с организацией-заявителем путем выполнения в производственных условиях контрольных сварных соединений и последующего контроля их неразрушающими и разрушающими методами.
При периодической аттестации технологии сварки (наплавки) по решению комиссии могут быть использованы результаты контроля разрушающими методами производственных сварных соединений, выполненных в течение последних 6 месяцев перед проведением периодической аттестации.
4.1.8. Сварку контрольных сварных соединений должны выполнять сварщики организации-заявителя, аттестованные в соответствии с «Правилами аттестации сварщиков и специалистов сварочного производства» (ПБ 03-273-99)* и Технологическим регламентом проведения аттестации сварщиков и специалистов сварочного производства (РД 03-495-02)**.
* Утверждены постановлением Госгортехнадзора России от 30.10.98 № 63, зарегистрировано Минюстом России 04.03.99, № 1721.
** Утверждены постановлением Госгортехнадзора России от 25.06.2002 № 36, зарегистрировано Минюстом России 17.07.2002 № 3587.
Сварка контрольных сварных соединений выполняется в присутствии представителя аттестационного центра и представителя организации-заявителя, входящих в состав аттестационной комиссии, которые осуществляют контроль за выполнением операций по подготовке, сборке, подогреву, сварке и термической обработке, а также подготовке сварных соединений к последующему контролю.
4.1.9. Первичной аттестации подлежит каждая технология сварки (наплавки), которая применяется (или может быть применена) данной организацией при изготовлении, монтаже и ремонте технических устройств опасных производственных объектов.
До проведения первичной аттестации организация должна иметь утвержденную в установленном порядке техническую документацию на технологию выполнения сварных соединений (наплавок), прошедшую исследовательскую аттестацию, аттестованное сварочное оборудование, а также аттестованный в соответствии с ПБ 03-273-99 и ПБ 03-495-02 персонал сварочного производства, обеспечивающую их соответствие предъявляемым требованиям.
4.1.10. По результатам производственной аттестации аттестационный центр составляет заключение о готовности организации-заявителя к использованию данной технологии. Заключение подписывается председателем и членами аттестационной комиссии с указанием фамилий и должностей. Заключение должно быть согласовано с руководителем организации-заявителя и утверждено руководителем аттестационного центра, выполнявшего производственную аттестацию.
В заключении указывается область распространения производственной аттестации, включающая перечень основных параметров, характеризующих однотипность сварных соединений.
V. ОФОРМЛЕНИЕ ДОКУМЕНТАЦИИ ПО АТТЕСТАЦИИ ТЕХНОЛОГИИ СВАРКИ И НАПЛАВКИ
5.1. При положительных результатах исследовательской аттестации новая (ранее не аттестованная) технология сварки признается аттестованной и НАКС подготавливает для Госгортехнадзора России мотивированное заключение, что на применение указанной технологии сварки (наплавки) при изготовлении, монтаже, ремонте и реконструкции технических устройств, оборудования и сооружений на опасных производственных объектах может быть оформлено разрешение в порядке, установленном общими и специальными техническими регламентами, а до вступления их в действие - соответствующим документом Госгортехнадзора России.
5.1.1. В заключении указывается, что на основании полученных положительных результатов контроля и испытаний аттестованная технология может быть допущена для выполнения сварных соединений (наплавок) на соответствующих опасных производственных объектах, и приводятся основные данные и требования, характеризующие указанную технологию, в том числе:
наименование и область применения аттестованной технологии;
марка (марки) материалов свариваемых (наплавляемых) деталей (с указанием стандартов или технических условий);
способ сварки (наплавки);
допускаемый диапазон толщин свариваемых деталей;
марка (сочетание марок) сварочных материалов с указанием стандартов или технических условий;
допускаемые положения сварки (наплавки);
необходимость и режимы предварительного и сопутствующего подогрева;
рекомендуемые режимы сварки (наплавки);
необходимость, вид и режимы термообработки сварных соединений и наплавок;
показатели и количественные характеристики выполненных по аттестуемой технологии сварных соединений, металла шва и наплавленного металла (из числа предусмотренных программой испытаний).
5.1.2. Перечень показателей и количественных характеристик металла шва (наплавленного металла), которые должны быть приведены в заключении, определяется требованиями нормативных документов, утвержденных или согласованных с Госгортехнадзором России, и должен быть сформулирован в методике проведения исследовательской аттестации.
5.2. Результаты производственной аттестации аттестационный центр, передает в НАКС для экспертизы и оформления Свидетельства о готовности организации-заявителя к использованию аттестованной технологии сварки (наплавки) при изготовлении, монтаже и ремонте или реконструкции на опасных производственных объектах. В Свидетельстве указывается область распространения производственной аттестации, включающая перечень основных параметров, характеризующих однотипность сварных соединений.
VI. ПОРЯДОК ПОЛУЧЕНИЯ РАЗРЕШЕНИЯ НА ПРИМЕНЕНИЕ ТЕХНОЛОГИИ СВАРКИ И НАПЛАВКИ
6.1. На основании зарегистрированных в НАКС результатов исследовательской аттестации Госгортехнадзор России рассматривает возможность и согласует применение новой технологии сварки при изготовлении, монтаже и ремонте на опасных производственных объектах, если действующим законодательством не предусмотрен иной порядок выдачи разрешений.
6.2. На основании зарегистрированного в Реестре САСв Свидетельства о готовности организации-заявителя к использованию аттестованной технологии сварки (наплавки) при изготовлении, монтаже и ремонте или реконструкции на опасных производственных объектах организация-заявитель направляет в территориальные органы Госгортехнадзора России материалы для получения разрешения на применение данной технологии сварки, если действующим законодательством не предусмотрен иной порядок выдачи разрешений.
VII. ТРЕБОВАНИЯ К ЦЕНТРАМ, ПРОВОДЯЩИМ АТТЕСТАЦИЮ ТЕХНОЛОГИИ СВАРКИ И НАПЛАВКИ
7.1. Аттестационными, центрами (АЦ), выполняющими работы по аттестации технологии сварки (наплавки), могут быть включенные в Реестр САСв в установленном порядке независимые от организаций-заявителей организации любой организационно-правовой формы и формы собственности (научно-исследовательские организации, опытные и промышленные организации, институты, а также существующие аттестационные центры системы САСв) при наличии «Аттестата соответствия».
7.2. Аттестационный центр, проводящий аттестацию (исследовательскую, производственную) технологии сварки (наплавки) на опасных производственных объектах, должен располагать необходимой производственной и исследовательской базой, оборудованием и средствами контроля качества сварных соединений (наплавок), а также специалистами, аттестованными в установленном порядке.
Руководителем такого центра должен быть аттестованный специалист сварочного производства IV уровня со стажем работы по сварочному производству не менее 5 лет.
7.3. Для получения «Аттестата соответствия» АЦ представляет в исполнительную дирекцию НАКС следующие документы:
заявку об аккредитации;
учредительные документы;
«Положение об АЦ» с приложениями.
7.4. Положение об АЦ должно содержать:
сведения о наличии помещений и площадей;
сведения о наличии сварочного, контрольного, испытательного оборудования, приборов и инструментов, их технических характеристиках;
сведения об организационной структуре центра;
сведения об имеющихся в центре нормативных документах;
сведения о персонале центра;
порядок ведения архива.
7.5. Экспертизу АЦ проводит НАКС на основании заявки. При положительных результатах экспертизы НАКС выдает «Аттестат соответствия», определяющий область деятельности АЦ, и вносит АЦ в Реестр САСв НАКС. Область распространения деятельности АЦ определяется:
перечнем групп технических устройств, применяемых на опасных производственных объектах;
видами сварки и наплавки, для аттестации технологий которых аттестационный центр располагает компетентными специалистами.
7.6. Аттестационная комиссия АЦ должна состоять не менее чем из трех членов комиссии - специалистов сварочного производства аттестационного центра (к работе в аттестационной комиссии допускается привлекать специалистов организации-заявителя, но их количество не должно превышать количество членов комиссии от независимого аттестационного центра). Все члены аттестационной комиссии должны быть специалистами сварочного производства III и IV уровней, аттестованными по «Правилам аттестации сварщиков и специалистов сварочного производства» (ПБ 03-273-99 и РД 03-495-02).
Председателем комиссии должен быть представитель аттестационного центра, аттестованный на IV уровень профессиональной подготовки.
7.7. К испытаниям сварных соединений (наплавок), выполненных при аттестации технологии сварки, организация, осуществляющая аттестацию, может привлекать другие организации, имеющие разрешение органов надзора на проведение работ по контролю качества сварных соединений (наплавок).
Приложение 1
ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ, ПРИНЯТЫЕ В НАСТОЯЩЕМ ДОКУМЕНТЕ
1. Исследовательская аттестация технологии сварки (наплавки) - аттестация технологии сварки (наплавки), проводимая впервые.
2. Аттестованная технология - технология сварки (наплавки), прошедшая исследовательскую аттестацию.
3. Производственная аттестация технологии сварки (наплавки) - процедура, подтверждающая, что организация-заявитель обладает техническими, организационными и квалификационными возможностями для выполнения сварочных (наплавочных) работ по применяемым им аттестованным технологиям, а качество выполненных при аттестации контрольных сварных соединений (наплавок) соответствует требованиям, указанным в проектно-конструкторской и нормативной документации на сварные конструкции.
4. Область распространения аттестации технологий сварки (наплавки) включает:
технические устройства;
основные и сварочные (присадочные) материалы;
виды (способы) сварки (наплавки);
виды сварных конструкций;
типоразмеры сварных конструкций;
типы швов;
типы и виды сварных соединений;
положения при сварке;
степень автоматизации оборудования при сварке труб из пластмасс;
дополнительные условия выполнения сварочных работ (диапазон допустимых изменений технологических параметров режимов сварки, подогрева, термической обработки и др.).
5. Однотипные сварные соединения (наплавки) - группа производственных сварных соединений, выполняемых одним и тем же способом сварки на изделиях из материала металла одной группы (одного сочетания групп) и имеющие общие технологические характеристики. При определении однотипности сварных соединений (наплавок) следует руководствоваться нормативными документами, утвержденными Госгортехнадзором России, а в случае их отсутствия - ПБ-03-495-02.
6. Контрольные сварные соединения (наплавки) - сварные соединения (наплавки), выполняемые при аттестации технологии сварки (наплавки) в производственных условиях, являющиеся однотипными по отношению к производственным сварным соединениям (наплавкам) и предназначенные для проведения разрушающего и неразрушающего контроля качества.
Приложение 2(рекомендуемое) В аттестационный центр ___________________ ЗАЯВКА
|
Приложение 3
(рекомендуемое)
КАРТА ПРОИЗВОДСТВЕННОЙ АТТЕСТАЦИИ ТЕХНОЛОГИИ СВАРКИ (НАПЛАВКИ)
Процедура аттестации технологии сварки (наплавки)
Страница 1 из 3
|
3 |
Аттестационный центр |
|
Фамилия председателя комиссии |
|
4 |
Номер регистрации в Реестре САСв |
|
Номер регистрации в реестре САСв |
|
5 |
Организация-изготовитель |
|
|
6 |
Адрес |
|
|
|
|
|
|
|
|
|
|
7 |
Стандарты: ГТБ; РД; СП |
|
|
8 |
Дата сварки |
|
|
9 |
Область аттестации |
|
|
10 |
Процесс сварки |
Первый процесс |
Второй процесс (если применяется) |
|
|
11 |
Тип соединения |
|
||
|
12 |
Группа основного металла |
|
||
|
13 |
Толщина металла (мм) |
|
||
|
14 |
Наружный диаметр трубы (мм) |
|
||
|
15 |
Присадочный металл |
|
|
|
|
16 |
Газ/флюс |
|
|
|
|
17 |
Сварочный ток (тип; полярность) |
|
|
|
|
18 |
Положение при сварке |
|
||
|
19 |
Режим подогрева |
|
||
|
20 |
Термообработка после сварки |
|
||
|
21 |
Дополнительная информация |
|
||
|
|
||||
|
|
||||
|
|
||||
|
|
||||
|
22 |
Подготовка, сварка и испытания контрольных сварных соединений были выполнены в соответствии с требованиями нормативных документов, указанных выше |
|||
|
23 |
Место проведения аттестации |
Состав комиссии |
Фамилия, имя, отчество |
Подпись |
|
24 |
|
Председатель комиссии |
|
|
|
25 |
|
Члены комиссии |
|
|
Идентификаторы аттестации технологии сварки (наплавки)
|
1 |
|
|
|
|
||||||||
|
2 |
|
|
|
Страница 2 из 4 |
||||||||
|
3 |
Аттестационный центр |
|
Фамилия председателя комиссии |
|||||||||
|
4 |
Номер регистрации в реестре САСв |
|
Номер регистрации в реестре САСв |
|||||||||
|
5 |
Организация-заявитель |
|
Дата сварки |
|
||||||||
|
6 |
|
|
Место сварки |
|
||||||||
|
7 |
|
|
Метод подготовки и очистки |
|
||||||||
|
8 |
Фамилия сварщика |
|
|
|
||||||||
|
9 |
|
|
Сертификат на основной металл |
|
||||||||
|
10 |
Процесс сварки |
|
Толщина основного металла (мм): |
|
||||||||
|
11 |
Тип соединения |
|
Наружный диаметр трубы (мм): |
|
||||||||
|
12 |
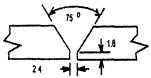
Эскиз подготовки кромок |
Положение при сварке |
|
|||||||||
|
13 |
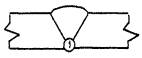
Конструкция соединения |
Сечение шва |
||||||||||
|
|
|
|
||||||||||
|
14 |
Параметры процесса сварки |
|||||||||||
|
15 |
Способ сварки |
Проход |
Размер присадочного материала |
Ток, А |
Скорость подачи проволоки, м/мин |
Напряжение, В |
Ток (тип, полярность) |
Скорость сварки, м/час |
Погонная энергия |
|||
|
|
|
|
|
|
|
|
|
|
|
|||
|
16 |
Присадочный материал |
|
|
|||||||||
|
17 |
Тип, торговая марка, обозначение |
|
|
|||||||||
|
18 |
Специальные условия |
|
Дополнительная информация |
|||||||||
|
19 |
Газ/флюс |
|
|
|||||||||
|
20 |
Расход газа - для защиты |
|
|
|||||||||
|
21 |
- для поддува |
|
|
|||||||||
|
22 |
Неплавящийся электрод (тип; размер) |
|
|
|||||||||
|
23 |
Детали формирования корня шва |
|
|
|||||||||
|
24 |
Температура подогрева |
|
|
|||||||||
|
25 |
Температура шва между проходами |
|
|
|||||||||
|
26 |
Термообработка после сварки |
|
|
|||||||||
|
27 |
Время, температура, метод |
|
||||||||||
|
28 |
Скорость нагрева и охлаждения |
|
||||||||||
|
|
|
|
||||||||||
|
29 |
Контрольные сварные соединения были сварены в присутствии |
Фамилии и подписи членов комиссии |
||||||||||
|
|
|
|
||||||||||
|
30 |
|
|
|
|||||||||
|
31 |
|
|
|
|||||||||
Результаты испытаний
|
1 |
|
|
|
|
|
2 |
|
|
|
Страница 3 из 4 |
|
3 |
Аттестационный центр |
|
Фамилия председателя комиссии |
|
|
4 |
Номер регистрации в реестре САСв |
|
Номер регистрации в. реестре САСв |
|
|
5 |
ВИК: |
Удовлетворительно (неудовлетворительно) |
Радиографический |
|
|
6 |
Магнитный/капиллярный |
УЗК |
|
|
|
7 |
Испытания на растяжение |
Температура окружающей среды |
|
|
8 |
Тип (номер) |
s02, МПа |
sB, МПа |
d, % |
φ, % |
Место разрушения |
Примечание |
|
9 |
Требуемые значения |
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|||||
|
|
||||||||||||
|
|
||||||||||||
|
10 |
Испытание на изгиб |
|||||||||||
|
11 |
Тип (номер) |
Угол загиба |
Удлинение* |
Требования |
Макро (микро) исследования*: |
|||||||
|
|
|
|
|
|
||||||||
|
12 |
||||||||||||
|
|
||||||||||||
|
13 |
Ударная вязкость* |
Тип |
Размер |
Требуемое значение |
||||||||
|
14 |
Надрез, место, направление |
Температура, °С |
Величина |
Среднее |
Примечание |
|||||||
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|||||||
|
15 |
Твердость* |
|
Место измерения (Эскиз)* |
||||
|
16 |
Тип/нагрузка |
|
|||||
|
17 |
Величина - основной металл |
|
|||||
|
18 |
- З.Т.В. |
|
|||||
|
19 |
- Металл шва |
|
|||||
|
|
|
|
|||||
|
20 |
Другие испытания |
|
|||||
|
|
|
||||||
|
|
|
||||||
|
|
|
||||||
|
21 |
Примечание |
|
|||||
|
|
|
||||||
|
|
|
||||||
|
|
|
||||||
|
22 |
Испытания проведены согласно требованиям: |
|
|||||
|
23 |
Заключение лаборатории № |
|
|||||
|
24 |
Результаты испытаний |
Удовлетворительные (неудовлетворительные) |
|||||
|
|
|
|
|||||
|
29 |
Испытания проведены в присутствии |
Фамилии членов комиссии |
Подписи членов комиссии |
||||
|
|
|
||||||
|
30 |
|
||||||
|
31 |
|
||||||
* Если требуется.
СОДЕРЖАНИЕ