Таблица 1
|
Тип соединения |
Форма подготовленных кромок |
Характер сварного шва |
Форма поперечного сечения |
Толщина стенки и минимальный наружный диаметр трубы, мм, для способов сварки |
Условное обозначение сварного соединения |
|||||
|
подготовленных кромок |
сварного шва |
ЗП |
ЗН |
Р |
Ф |
Г |
||||
|
Стыковое соединение трубы с трубой или с арматурой |
Без скоса кромок |
Односторонний |
|
|
|
|
|
|
|
С2 |
|
Односторонний на съемной подкладке |
|
|
|
|
|
|
C4 |
|||
|
|
Односторонний на остающейся цилиндрической подкладке |
|
|
|
|
|
С5 |
|||
|
Со скосом одной кромки |
Односторонний |
|
|
|
- |
|
|
|
С8 |
|
|
|
Односторонний на остающейся цилиндрической подкладке |
|
|
|
- |
|
|
|
C10 |
|
|
|
|
Односторонний |
|
|
|
|
|
|
|
CI7 |
|
|
Со скосом кромок |
Односторонний на съемной подкладке |
|
|
|
|
|
|
|
C18 |
|
|
|
Односторонний на остающейся цилиндрической подкладке |
|
|
|
|
|
- |
|
С19 |
|
|
Со скосом кромок |
Односторонний с расплавляемой вставкой |
|
|
|
|
|
|
|
С46 |
|
|
С криволинейным скосом кромок |
Односторонний |
|
|
|
|
|
- |
|
С47 |
|
|
С криволинейным скосом кромок с расточкой |
|
|
|
- |
|
- |
|
- |
С48 |
|
|
Со скосом кромок с расточкой |
Односторонний на остающейся цилиндрической подкладке |
|
|
|
|
|
|
|
С49 |
|
|
Односторонний на остающейся конической подкладке |
|
|
|
|
C50 |
||||
|
|
Со скосом кромок с раздачей |
|
|
|
|
- |
|
|
C51 |
|
|
|
С криволинейным скосом кромок с расточкой |
Односторонний на остающейся цилиндрической подкладке |
|
|
|
|
|
|
|
C52 |
|
|
|
|
|
- |
|
|
|
С53 |
||
|
Стыковое соединение секторов колеи (отводов)
|
Со скосом кромок |
Двусторонний |
|
|
|
- |
|
|
- |
С54 |
|
Односторонний на съемной подкладке |
|
|
С55 |
|||||||
|
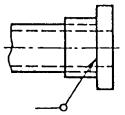
Стыковое соединение фланца с трубой
|
С двумя несимметричными скосами двух кромок |
Двусторонний |
|
|
|
|
|
|
|
C56 |
|
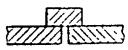
Нахлесточное соединение промежуточного штуцера или ниппеля с трубой
|
Без скоса кромок |
Односторонний |
|
|
|
|
|
- |
|
HI |
|
Нахлесточное соединение труб с раздачей одного конца трубы
|
|
|
|
- |
|
|
|
H3 |
||
|
Нахлесточное соединение труб муфтой
|
Без скоса кромок |
Односторонний двойной |
|
|
|
|
|
|
|
Н4 |
|
Угловое соединение фланца или кольца с трубой
|
Со скосом одной кромки |
Односторонний с раздачей и развальцовкой |
|
|
|
|
|
|
|
У15 |
|
Без скоса кромок |
Двусторонний |
|
|
|
- |
|
- |
|
У5 |
|
|
Со скосом одной кромки |
Двусторонний |
|
|
|
|
|
|
- |
У7 |
|
|
С симметричным скосом одной кромки |
|
|
|
|
|
У8 |
||||
|
Угловое соединение отростка с трубой равных размеров
|
Без скоса кромок |
Односторонний |
|
|
|
- |
|
|
- |
У16 |
|
Угловое соединение отростка, ответвительного штуцера или приварыша с трубой
|
Без скоса кромок |
Односторонний |
|
|
|
|
|
- |
|
У17 |
|
|
|
|
|
|
|
|
У18 |
|||
|
Угловое соединение отростка, ответвительного штуцера или приварыша с трубой
|
Со скосом одной кромки |
Односторонний |
|
|
|
|
|
|
|
У19 |
|
Угловое соединение ответвительного штуцера или приварыша с трубой
|
Односторонний на цилиндрическом усе |
|
|
|
|
|
- |
- |
У20 |
|
|
Односторонний на съемной подкладке |
|
|
|
|
|
|
|
У21 |
||





























Примечание. В графе «Толщина стенки и минимальный наружный диаметр трубы для способов сварки» в числителе приведены предельные толщины стенок, а в знаменателе – минимальные наружные диаметры труб за исключением угловых соединений, для которых приведены предельные толщины стенок и минимальные наружные диаметры ответвлений (отростков, ответвительных штуцеров и приварышей); для соединений, выполненных газовой сваркой, в знаменателе приведены предельные значения наружных диаметров.
Таблица 2
мм
|
Условное обозначение сварного соединения |
Конструктивные элементы и размеры |
Способ сварки |
s – s1 |
b |
e |
g |
||||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Прел. откл. |
Номин. |
Пред. откл. |
|||
|
C2 |
|
|
ЗП; Р |
2,0 |
0,5 |
+0,5 |
4 |
+2 |
- |
- |
|
3,0 |
1,0 |
|||||||||
|
|
1,5 |
|||||||||
|
Ф |
4,0 |
8 |
||||||||
|
6,0 |
10 |
|||||||||
|
|
ЗH |
|
0 |
+0,3 |
- |
- |
||||
|
|
Г |
|
0,5 |
±0,3 |
3 |
+1 |
0,5 |
+0,5 |
||
|
|
1,0 |
±0,5 |
4 |
+2 |
1,0 |
±0,5 |
||||
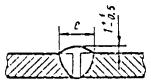
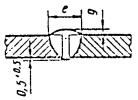
Таблица 3
мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
s – s1 |
|
|
подготовленных кромок свариваемых деталей |
сварного шва |
|||
|
С4 |
|
|
Р; ЗН |
2-3 |
ЗП |
2-4 |
|||
Таблица 4
мм
|
Условное обозначение сварного соединения |
Конструктивные элементы и размеры |
Способ сварки |
s – s1 |
|
|
подготовленных кромок свариваемых деталей |
сварного шва |
|||
|
С5 |
|
|
ЗП; ЗН; Р |
2-3 |
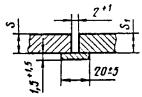
Таблица 5
мм
|
Условное обозначение сварного соединения |
Конструктивные элементы и размеры |
Способ сварки |
s – s1 |
b |
с |
e |
g |
|||||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||
С8 |
|
|
ЗП; Р |
3 |
1 |
+0,5 |
0,5 |
+0,5 |
8 |
+2 |
1,5 |
+1,5 -1,0 |
|
4 |
10 |
|||||||||||
|
5 |
11 |
|||||||||||
|
6 |
12 |
|||||||||||
|
7 |
13 |
+3 |
||||||||||
|
8 |
14 |
2,0 |
+2,0 -1,5 |
|||||||||
|
9 |
2 |
1,0 |
±0,5 |
16 |
+4 |
|||||||
|
10 |
18 |
|||||||||||
|
12 |
+1,0 |
20 |
||||||||||
|
14 |
22 |
+5 |
||||||||||
|
16 |
25 |
|||||||||||
|
18 |
27 |
|||||||||||
|
20 |
29 |
+7 |
||||||||||
Таблица 6
мм
|
Условное обозначение сварного соединения |
Конструктивные элементы и размеры |
Способ сварки |
s – s1 |
b |
e |
g |
||||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||
|
С10 |
|
|
ЗП; Р |
2 |
2 |
+2 |
9 |
+2 |
1,5 |
+1,5 |
|
3 |
10 |
|||||||||
|
4 |
11 |
|||||||||
|
5 |
12 |
+3 |
-1,0 |
|||||||
|
6 |
13 |
|||||||||
|
7 |
14 |
+4 |
||||||||
|
8 |
4 |
±l |
16 |
2,0 |
+2,0 |
|||||
|
9 |
18 |
|||||||||
|
10 |
19 |
|||||||||
|
12 |
5 |
+2 |
21 |
+5 |
||||||
|
14 |
-1 |
23 |
+6 |
-1,0 |
||||||
|
16 |
26 |
|||||||||
|
18 |
28 |
|||||||||
|
20 |
31 |
+7 |
||||||||
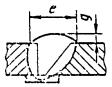
Таблица 7
мм
|
Условное обозначение сварного соединения |
Конструктивные элементы и размеры |
Способ сварки |
s – s1 |
b |
с |
e |
g |
|||||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||
|
С17 |
|
|
ЗП; |
3 |
1,0 |
+0,5 |
0,5 |
+0,5 |
7 |
+2 |
1,5 |
+1,5 |
|
ЗН; |
4 |
8 |
||||||||||
|
Р; |
5 |
1,5 |
1,0 |
±0,5 |
9 |
|||||||
|
Г |
6 |
11 |
-1,0 |
|||||||||
|
7 |
12 |
+3 |
||||||||||
|
|
8 |
2,0 |
+1,0 |
13 |
||||||||
|
ЗП; |
10 |
16 |
+4 |
2,0 |
+2,0 |
|||||||
|
ЗН; |
12 |
18 |
||||||||||
|
Р |
14 |
21 |
-1,5 |
|||||||||
|
16 |
+1,5 |
1,5 |
23 |
+6 |
||||||||
|
18 |
26 |
|||||||||||
|
20 |
28 |
|||||||||||
Примечание. При способе сварки 3Н зазор b = 0+0,5.
Таблица 8
мм
|
Условное обозначение сварного соединения |
Конструктивные элементы и размеры |
Способ сварки |
s – s1 |
b |
e |
g |
||||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||
|
C18 |
|
|
ЗП; |
2 |
2 |
+1,0 |
7 |
+2 |
1,5 |
+1,5 |
|
ЗН; |
3-4 |
8 |
||||||||
|
Р |
5 |
10 |
||||||||
|
ЗП; |
6-8 |
3 |
+1,0 |
13 |
+3 |
-1,0 |
||||
|
9-10 |
-0,5 |
15 |
||||||||
|
12 |
18 |
|||||||||
|
14 |
4 |
+1,0 |
22 |
+4 |
||||||
|
ЗН; |
16 |
24 |
2,0 |
+2,0 |
||||||
|
Р; |
18 |
20 |
+5 |
|||||||
Ф |
20 |
29 |
-1,5 |
|||||||
|
25-30 |
6 |
±l,0 |
39 |
+7 |
||||||
|
35-40 |
50 |
|||||||||
Таблица 9
мм
|
Условное обозначение сварного соединения |
Конструктивные элементы и размеры |
Способ сварки |
s – s1 |
b |
e |
g |
||||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||
|
С19 |
|
|
ЗП; |
2 |
2 |
+1,0 |
7 |
+2 |
1,5 |
+1,5 |
|
3 |
8 |
|||||||||
|
4 |
9 |
|||||||||
|
5 |
10 |
|||||||||
|
ЗН; |
6 |
3 |
+1,0 |
12 |
+3 |
-1,0 |
||||
Р |
7 |
13 |
+4 |
|||||||
|
8 |
-0,5 |
14 |
||||||||
|
10 |
16 |
+5 |
2,0 |
+2,0 |
||||||
|
12 |
18 |
|||||||||
|
14 |
5 |
±1,0 |
23 |
+6 |
||||||
|
16 |
25 |
+8 |
-1,5 |
|||||||
|
18 |
27 |
|||||||||
|
20 |
30 |
|||||||||
Таблица 10
мм
|
Условное обозначение сварного соединения |
Конструктивные элементы и размеры |
Способ сварки |
s – s1 |
e |
g |
|||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||
|
С46 |
|
|
ЗП; |
4 |
9 |
+2 |
1,5 |
+1,5 |
|
5 |
10 |
|||||||
|
6 |
11 |
|||||||
|
7 |
12 |
|||||||
|
ЗН; |
8 |
13 |
-1,0 |
|||||
Р |
9 |
14 |
+3 |
|||||
|
10 |
15 |
2,0 |
+2,0 |
|||||
|
12 |
17 |
|||||||
|
14 |
18 |
-1,5 |
||||||
|
16 |
22 |
+5 |
||||||
|
18 |
24 |
|||||||
|
20 |
27 |
|||||||
Таблица 11
мм
|
Условное обозначение сварного соединения |
Конструктивные элементы и размеры |
Способ сварки |
s – s1 |
|
|
подготовленных кромок свариваемых деталей |
сварного шва |
|||
|
С47 |
|
|
3Н |
5-6 |
|
|
||||
____________
* Допускается увеличение до 2 мм.
Таблица 12
мм
|
Условное обозначение сварного соединения |
Конструктивные элементы и размеры |
Способ сварки |
s – s1 |
е |
g |
|||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||
С48 |
|
|
3Н |
6 |
16 |
+3 |
2,0 |
±0,5 |
|
7 |
17 |
|||||||
|
8 |
||||||||
|
9 |
18 |
3,0 |
±1,0 |
|||||
|
10 |
||||||||
|
12 |
20 |
+4 |
||||||
|
14 |
23 |
4,0 |
||||||
|
16 |
||||||||
|
18 |
27 |
|||||||
|
20 |
||||||||
|
25 |
30 |
|||||||
__________
* Допускается увеличение до 2 мм.
Таблица 13
мм
|
Условное обозначение сварного соединения |
Конструктивные элементы и размеры |
Способ сварки |
s – s1 |
b |
е |
g |
d |
||||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
+0,2 |
|||
С49 |
|
|
|
6 |
3 |
+1,0 |
12 |
+3 |
1,5 |
+1,5 |
2,5 (при Dу до 150 включ.) 3,0 (при Dу более 150) |
|
7 |
13 |
||||||||||
|
8 |
-0,5 |
14 |
-1,0 |
||||||||
|
ЗП; |
9 |
15 |
2,0 |
+2,0 |
|
||||||
|
ЗН; |
10 |
16 |
|||||||||
Р |
12 |
18 |
+4 |
||||||||
|
14 |
5 |
±1,0 |
23 |
-1,5 |
|||||||
|
16 |
25 |
||||||||||
|
18 |
27 |
||||||||||
|
20 |
30 |
||||||||||
Примечание. При способе сварки 3Н зазор b = 2,5+1,0.
Таблица 14
мм
|
Условное обозначение сварного соединения |
Конструктивные элементы и размеры |
Способ сварки |
s – s1 |
е |
g |
|||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||
|
С50 |
|
|
ЗП; |
6 |
22 |
+3 |
2,5 |
+1,5 |
|
7 |
+4 |
|||||||
|
8 |
23 |
|||||||
|
ЗН; |
9 |
+5 |
3,5 |
+2,0 |
||||
Р |
10 |
24 |
||||||
|
12 |
27 |
|||||||
|
14 |
23 |
+6 |
||||||
|
16 |
29 |
+8 |
||||||
|
18 |
30 |
|||||||
|
20 |
33 |
|||||||
Таблица 15
мм
|
Условное обозначение сварного соединения |
Конструкционные элементы и размеры |
Способ сварки |
s – s1 |
e +2 |
|
|
подготовленных кромок свариваемых деталей |
cварного шва |
||||
|
С51 |
|
|
ЗН; |
2 |
11 |
|
3 |
12 |
||||
|
ЗН |
4 |
13 |
|||
|
5 |
14 |
||||
|
6 |
|
||||
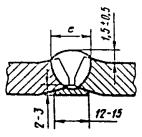
Таблица 16
мм
|
Условное обозначение сварного соединения |
Конструкционные элементы и размеры |
Способ сварки |
s – s1 |
R |
e +6 |
g |
a, |
||
|
подготовленных кромок свариваемых деталей |
cварного шва |
Номин. |
Пред. откл. |
град. ±l° |
|||||
|
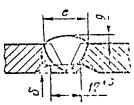
C52 |
|
|
Р; |
7 |
4 |
18 |
2 |
±2 |
22 |
|
11 |
21 |
||||||||
|
ЗП; |
16 |
|
27 |
15 |
|||||
|
Ф; |
20 |
|
29 |
||||||
|
ЗН |
22 |
|
30 |
||||||
|
30 |
|
31 |
|||||||
|
32 |
6 |
35 |
3 |
+2 |
|||||
|
36 |
|
38 |
|||||||
|
40 |
|
36 |
-3 |
||||||
|
45 |
|
38 |
12 |
||||||
|
60 |
|
48 |
|||||||
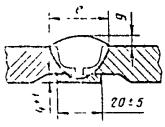
Таблица 17
мм
|
Условное обозначение сварного соединения |
Конструкционные элементы и размеры |
Способ сварки |
s – s1 |
e +6 |
g |
||
|
подготовленных кромок свариваемых деталей |
cварного шва |
Номин. |
Пред. откл. |
||||
|
С53 |
|
|
P; |
16 |
26 |
30 |
±2 |
|
20 |
30 |
||||||
|
ЗП; |
22 |
||||||
|
Ф |
30 |
33 |
3 |
||||
|
32 |
+2 |
||||||
|
36 |
35 |
||||||
|
40 |
36 |
-3 |
|||||
|
45 |
37 |
||||||
|
60 |
46 |
||||||
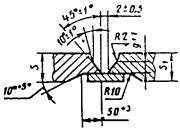
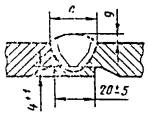
Таблица 18
мм
|
Условное обозначение сварного соединения |
Конструкционные элементы и размеры |
Способ сварки |
s – s1 |
c |
e |
g |
||||
|
подготовленных кромок свариваемых деталей |
cварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||
|
С54 |
|
|
|
3 |
1,5 |
+1,0 |
8 |
+2 |
1,5 |
+1,5 |
|
4 |
9 |
|||||||||
|
5 |
10 |
|||||||||
|
6 |
-0,5 |
12 |
+3 |
-1,0 |
||||||
|
7 |
13 |
+4 |
||||||||
|
ЗП; |
8 |
14 |
||||||||
|
P |
10 |
2,0 |
+1,0 |
16 |
2,0 |
+2,0 |
||||
|
12 |
18 |
+5 |
||||||||
|
|
|
14 |
20 |
|||||||
|
16 |
3,0 |
22 |
||||||||
|
18 |
-0,5 |
24 |
+6 |
-1,0 |
||||||
|
20 |
26 |
|||||||||
|
22 |
28 |
|||||||||
|
24 |
30 |
+7 |
||||||||
|
25 |
32 |
|||||||||
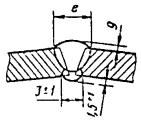
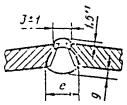
Таблица 19
мм
|
Условное обозначение сварного соединения |
Конструкционные элементы и размеры |
Способ сварки |
s – s1 |
c |
e |
g |
||||
|
подготовленных кромок свариваемых деталей |
cварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||
|
C55 |
|
|
ЗП; |
3 |
2 |
+1,0 |
8 |
+2 |
1,5 |
+1,5 |
|
4 |
9 |
|||||||||
|
5 |
10 |
|||||||||
|
6 |
3 |
+1,0 |
12 |
+3 |
-1,0 |
|||||
|
7 |
13 |
+5 |
||||||||
Р |
8 |
14 |
||||||||
|
10 |
16 |
+6 |
2,0 |
+2,0 -1,5 |
||||||
|
|
|
12 |
4 |
18 |
3,0 |
|||||
|
14 |
-0,5 |
21 |
||||||||
|
16 |
23 |
+7 |
||||||||
|
18 |
25 |
|||||||||
|
20 |
28 |
|||||||||
|
22 |
5 |
31 |
4,0 |
|||||||
|
24 |
33 |
|||||||||
|
25 |
35 |
|||||||||
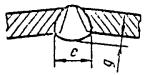
Таблица 20
мм
|
Условное обозначение сварного соединения |
Конструкционные элементы и размеры |
Способ сварки |
s – s1 |
c |
e |
g |
||||
|
подготовленных кромок свариваемых деталей |
cварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||
|
С56 |
|
|
ЗП; |
3 |
1,5 |
+1,0 |
5 |
+2 |
1,5 |
+1,5 |
|
4 |
7 |
|||||||||
|
5 |
8 |
|||||||||
|
6 |
-0,5 |
9 |
||||||||
|
7 |
2,0 |
+2,0 |
10 |
+3 |
-1,0 |
|||||
|
P |
8 |
12 |
||||||||
|
10 |
14 |
+4 |
2,0 |
+2,0 |
||||||
|
12 |
16 |
|||||||||
|
14 |
20 |
+6 |
||||||||
|
16 |
-0,5 |
22 |
||||||||
|
18 |
24 |
+8 |
-1,5 |
|||||||
|
20 |
26 |
|||||||||
|
25-30 |
35 |
3,0 |
||||||||
|
35-40 |
48 |
|||||||||
Таблица 21
мм
|
Условное обозначение сварного соединения |
Конструкционные элементы и размеры |
Способ сварки |
s |
К +2 |
|
|
подготовленных кромок свариваемых деталей |
cварного шва |
||||
|
HI |
|
|
Г |
1,0 |
2 |
|
1,5 |
|||||
|
ЗП; |
2,0 |
3 |
|||
|
ЗН; |
2,5 |
||||
|
Р; |
3,0 |
4 |
|||
Г |
3,5 |
5 |
|||
|
4,0 |
|
||||
|
5,0 |
7 |
||||
Примечание. Допускается применение штуцеров и ниппелей с фаской.
Таблица 22
мм
|
Условное обозначение сварного соединения |
Конструктивные элементы и размеры |
Способ сварки |
s |
К |
В, не более |
|
|
подготовленных кромок свариваемых деталей |
сварного шва |
|||||
|
Н3 |
|
|
ЗП; Р |
2-20 |
s+1 |
30 (при Dн до 32 включ.) 40 (при Dн св. 32 до 108 включ.) 50 (при Dн свыше 108) |
|
Г |
1,6-7,0 |
|||||
Таблица 23
мм
|
Условное обозначение сварного соединения |
Конструктивные элементы и размеры |
Способ сварки |
s |
К |
1 ±5 |
|
|
подготовленных кромок свариваемых деталей |
сварного шва |
|||||
|
Н4 |
|
|
ЗП; Р |
2-20 |
1,3s+1 |
40 (при Dн менее 32) 50 (при Dн св. 32 до 108 включ.) 60 (при Dн более 108) |
|
Г |
1,6-7,0 |
|||||
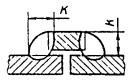
Таблица 24
мм
|
Условное обозначение сварного соединения |
Конструктивные элементы и размеры |
Способ сварки |
Dн |
f |
K, не менее |
b, не более |
|
|
подготовленных кромок свариваемых деталей |
сварного шва |
||||||
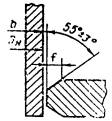
|
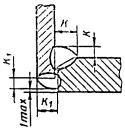
У15 |
|
|
ЗП; |
14-25 |
K-1 |
3 |
0,05 |
|
32-57 |
4 |
||||||
Р |
76-159 |
5 |
|||||
|
194 |
6 |
||||||
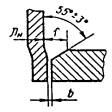
Примечание. Значение «К» определяется при проектировании.
Таблица 25
мм
|
Условное обозначение сварного соединения |
Конструктивные элементы и размеры |
Способ сварки |
s |
b, не более |
К |
К1 |
|
|
подготовленных кромок свариваемых деталей |
сварного шва |
||||||
|
У5 |
|
|
ЗП; |
2-15 |
0,5 (при Dн до 45 включ.) |
s+1 |
s (при s до 3 включ.) |
|
1,0 (при Dн св. 45 до 194 включ.) |
3 (при s св. 3) |
||||||
|
Р |
1,5 (при Dн св. 194) |
|
|||||
Таблица 26
мм
|
Условное обозначение сварного соединения |
Конструктивные элементы и размеры |
Способ сварки |
Dн |
b, не более |
f |
K, не менее |
K1 |
|
|
подготовленных кромок свариваемых деталей |
сварного шва |
|||||||
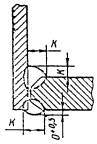
|
У7 |
|
|
ЗП; |
14-25 |
0,5 |
K-1 |
3 |
s (при s до 3 включ.) |
|
32-57 |
4 |
|||||||
|
76-159 |
1,0 |
5 |
3 (при s св. 3) |
|||||
|
194 |
6 |
|||||||
|
Р |
219 |
1,5 |
7 |
|||||
|
245 |
8 |
|||||||
|
273-325 |
9 |
|||||||
|
377-530 |
10 |
|||||||
Примечание. Значение «К» определяется при проектировании.
Таблица 27
мм
|
Условное обозначение сварного соединения |
Конструктивные элементы и размеры |
Способ сварки |
Dн |
b, не более |
f |
К, не менее |
|
|
подготовленных кромок свариваемых деталей |
сварного шва |
||||||
|
У8 |
|
|
ЗП |
14-25 |
0,5 |
K-1 |
3 |
|
32-57 |
4 |
||||||
|
76-159 |
1,0 |
5 |
|||||
|
194 |
6 |
||||||
|
219 |
1,5 |
7 |
|||||
|
245 |
8 |
||||||
|
273-325 |
9 |
||||||
|
377-530 |
10 |
||||||
Примечание. Значение «К» определяется при проектировании.
Таблица 28
мм
|
Условное обозначение сварного соединения |
Конструктивные элементы и размеры |
Способ сварки |
s - s1 |
K |
g |
e |
||||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. Откл. |
Номин. |
Пред. Откл. |
Номин. |
Пред. Откл. |
|||
|
У16 |
|
|
ЗП; |
2 |
3 |
+1 |
1,5 |
+1,0 |
4 |
+2 |
|
3 |
||||||||||
|
|
|
Р |
4 |
4 |
-0,5 |
6 |
||||
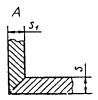


Таблица 29
мм
|
Условное обозначение сварного соединения |
Конструктивные элементы и размеры |
Способ сварки |
s1 |
b, не более |
К |
|
|
подготовленных кромок свариваемых деталей |
сварного шва |
|||||
|
У17 |
|
|
Г |
1-7 |
1 |
1,3 толщины более тонкой детали |
|
|
|
ЗП; ЗН; Р |
2-20 |
2 |
||
Примечание. Соединение применяется при отношении наружного диаметра ответвления к наружному диаметру трубы не более 0,5.
Таблица 30
мм
|
Условное обозначение сварного соединения |
Конструктивные элементы и размеры |
Способ сварки |
s1 |
b, не более |
К |
|
|
подготовленных кромок свариваемых деталей |
сварного шва |
|||||
|
У18 |
|
|
Г |
1-7 |
1 |
1,3 толщины более тонкой детали |
|
|
|
ЗП; Р; ЗН |
2-25 |
2 |
||

Примечание. Соединение применяется при отношении наружного диаметра ответвления к наружному диаметру трубы не более 0,5.
Таблица 31
мм
|
Условное обозначение сварного соединения |
Конструктивные элементы и размеры |
Способ сварки |
s1 |
e |
g |
||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
+2 |
|||
|
У19 |
|
|
ЗП; |
4 |
8 |
+2 |
3 |
|
5 |
10 |
||||||
|
6 |
11 |
||||||
|
8 |
14 |
+3 |
|||||
|
10 |
16 |
+4 |
|||||
|
12 |
19 |
5 |
|||||
|
|
|
ЗН; |
14 |
22 |
+5 |
||
|
Р |
16 |
24 |
+6 |
||||
|
18 |
26 |
||||||
|
20 |
28 |
||||||
|
22 |
30 |
||||||
|
25 |
33 |
||||||
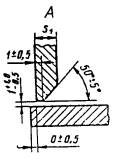
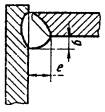
Таблица 32
мм
|
Условное обозначение сварного соединения |
Конструктивные элементы и размеры |
Способ сварки |
s2 |
b |
e |
g |
||||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||
|
У20 |
|
|
ЗП; |
4-5 |
3 |
+1,0 -0,5 |
11 |
+4 |
2,5 |
+1 |
|
6 |
4 |
±1,0 |
14 |
4,0 |
+3 |
|||||
|
P; |
8 |
16 |
+5 |
6,0 |
||||||
|
ЗН |
10 |
19 |
+7 |
8,0 |
||||||
|
12 |
5 |
21 |
9,0 |
|||||||
|
|
14 |
24 |
+8 |
10,0 |
||||||
|
16 |
26 |
11,0 |
+4 |
|||||||
|
18 |
28 |
13,0 |
||||||||
|
20 |
30 |
14,0 |
||||||||
Примечания:
1. При способе сварки 3Н зазор b = 2,0+0,5.
2. Длина протачиваемой части приварыша, входящей в трубу, устанавливается при проектировании соединения.
3. Величина s2 приведена после растопки.
мм
|
Условное обозначение сварного соединения |
Конструктивные элементы и размеры |
Способ сварки |
s1 |
b |
e |
g |
||||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|||
|
У21 |
|
|
ЗП; |
4-5 |
3 |
+1,0 -0,5 |
10 |
+2 |
2,5 |
+1 |
|
6 |
4 |
±1,0 |
11 |
+4 |
4,0 |
+3 |
||||
|
8 |
14 |
6,0 |
||||||||
|
10 |
16 |
+5 |
8,0 |
|||||||
|
ЗН; |
12 |
5 |
19 |
+7 |
9,0 |
|||||
|
|
Р |
14 |
21 |
10,0 |
||||||
|
16 |
24 |
+8 |
11,0 |
+4 |
||||||
|
18 |
26 |
13,0 |
||||||||
|
20 |
28 |
14,0 |
||||||||

Примечание. При способе сварки НЗ зазор b = 2+0,5.