ГОСТ 14019-2003
(ИСО 7438:1985)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
МАТЕРИАЛЫ МЕТАЛЛИЧЕСКИЕ
МЕТОД ИСПЫТАНИЯ НА ИЗГИБ
МЕЖГОСУДАРСТВЕННЫЙ
СОВЕТ
ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
Минск
Предисловие
1 РАЗРАБОТАН Российской Федерацией, Межгосударственным техническим комитетом по стандартизации МТК 145 «Методы контроля металлопродукции»
ВНЕСЕН Госстандартом России
2 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол № 23 от 22 мая 2003 г.). Зарегистрирован Бюро по стандартам МГС № 4478
За принятие проголосовали:
|
Наименование государства |
Наименование национального органа по стандартизации |
|
Азербайджан |
Азстандарт |
|
Республика Армения |
Армгосстандарт |
|
Республика Беларусь |
Госстандарт Республики Беларусь |
|
Грузия |
Грузстандарт |
|
Казахстан |
Госстандарт Республики Казахстан |
|
Кыргызская Республика |
Кыргызстандарт |
|
Республика Молдова |
Молдовастандарт |
|
Российская Федерация |
Госстандарт России |
|
Республика Таджикистан |
Таджикстандарт |
|
Туркменистан |
Главгосслужба «Туркменстандартлары» |
|
Узбекистан |
Узстандарт |
3 Настоящий стандарт является модифицированным по отношению к международному стандарту ИСО 7438:1985 «Материалы металлические. Испытание на изгиб». При этом разделы полностью идентичны, а приложение А дополняет их с учетом потребностей национальной экономики указанных выше государств
4 Постановлением Государственного комитета Российской Федерации по стандартизации и метрологии от 20 января 2004 г. № 23-ст межгосударственный стандарт ГОСТ 14019-2003 введен в действие непосредственно в качестве национального стандарта Российской Федерации с 1 сентября 2004 г.
5 ВЗАМЕН ГОСТ 14019-80
СОДЕРЖАНИЕ
|
3 Обозначения и определения. 2 8 Обработка результатов испытания. 6 Приложение А Дополнительные требования, отражающие потребности экономики страны.. 7 |
ГОСТ 14019-2003
(ИСО 7438:1985)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
МАТЕРИАЛЫ МЕТАЛЛИЧЕСКИЕ
Метод испытания на изгиб
Metallic materials. Bend test method
Дата введения 2004-09-01
1 Область применения
Настоящий стандарт устанавливает метод определения способности металлических материалов выдерживать пластическую деформацию при изгибе.
Дополнительные требования, отражающие потребности экономики страны, приведены в приложении А.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 7564-97 Прокат. Общие правила отбора проб, заготовок и образцов для механических и технологических испытаний
ГОСТ 28840-90 Машины для испытания материалов на растяжение, сжатие и изгиб. Общие технические требования
ГОСТ 30893.1-2002 Основные нормы взаимозаменяемости. Общие допуски. Предельные отклонения линейных и угловых размеров с неуказанными допусками
3 Обозначения и определения
Обозначения (рисунки 1 и 2) и наименования параметров приведены в таблице 1.
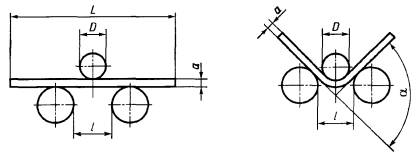
Рисунок 1
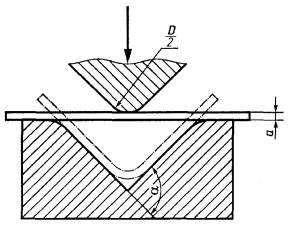
Рисунок 2
Таблица 1
|
Наименование параметров |
|
|
а |
Толщина или диаметр образца (или диаметр вписанной окружности для образцов многоугольного сечения), мм |
|
b |
Ширина образца, мм |
|
L |
Длина образца, мм |
|
l |
Расстояние между опорами изгибающего устройства, мм |
|
D |
Диаметр оправки, мм |
|
α |
Угол изгиба, градус |
|
r |
Внутренний радиус изогнутой части образца после испытания, мм |
4 Сущность метода
Испытание на изгиб заключается в пластической деформации образца круглого, квадратного, прямоугольного или многоугольного сечения путем изгиба без изменения направления действия силы до достижения заданного угла изгиба.
Оси двух опор при изгибе образца должны оставаться в плоскости, перпендикулярной к направлению действия силы. При изгибе на 180° две боковые поверхности могут, в зависимости от требований стандарта на металлопродукцию, соприкасаться друг с другом или быть параллельными, находясь одна от другой на заданном расстоянии; для контроля этого расстояния применяют прокладку.
5 Аппаратура
5.1 Испытание на изгиб должно проводиться на универсальных испытательных машинах или прессах (ГОСТ 28840), снабженных следующими устройствами:
- изгибающим устройством с двумя опорами и оправкой (рисунок 1);
- изгибающим устройством с V-образной выемкой и оправкой (рисунок 2);
- изгибающим устройством с тисками (рисунок 3).
5.2 Изгибающее устройство с опорами и оправкой
5.2.1 Длина опор и ширина оправки должны превышать ширину или диаметр образца. Диаметр оправки определяется нормативным документом на металлопродукцию. Опоры для образца и оправка должны быть достаточно твердыми.
Дополнительные требования к оправке и опорам приведены в приложении А.
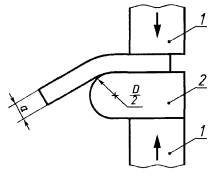
1 - тиски; 2 - оправка
Рисунок 3
5.2.2 Если нет иных указаний, то расстояние между опорами l определяют по формуле
l = (D + 3a) ± a/2, (1)
где D - диаметр оправки, мм;
a - толщина (диаметр) образца, мм.
Данное расстояние не должно изменяться в течение всего испытания на изгиб.
5.3 Изгибающее устройство с V-образной выемкой и оправкой
Наклонные плоскости V-образной выемкой образуют угол 180° - α (рисунок 2). Величина угла α устанавливается нормативными документами на металлопродукцию.
Кромки V-образной выемки должны иметь радиус закругления, в 1 - 10 раз превышающий толщину образца, и должны быть достаточно твердыми.
Дополнительные требования к изгибающему устройству приведены в приложении А.
5.4 Изгибающее устройство с тисками
Устройство состоит из тисков и оправки достаточной твердости; оно может быть снабжено рычагом для приложения усилия к образцу (рисунок 3).
Дополнительные требования к изгибающему устройству приведены в приложении А.
6 Подготовка к испытанию
6.1 Отбор проб, заготовок и образцов - по нормативным документам на металлопродукцию. Дополнительные требования к отбору заготовок и образцов приведены в приложении А.
6.2 Для испытания применяют образцы круглого, квадратного, прямоугольного или многоугольного сечения. Любые участки материала, подвергавшиеся резке ножницами, пламенной резке или аналогичным операциям во время отбора проб, должны быть удалены. Если такие участки не удалены, допускается проводить испытания образцов на изгиб при условии, что результаты испытаний будут соответствовать нормативным документам на металлопродукцию.
6.3 Кромки образцов прямоугольного сечения должны быть закруглены радиусом не более 0,1 толщины образца. Закругление должно выполняться таким образом, чтобы оно не влекло за собой образование поперечных заусенцев, царапин или вмятин, которые могут отрицательно влиять на результаты испытания.
Допускается проводить испытания на образце с незакругленными кромками при условии, что результаты испытания будут соответствовать нормативным документам на металлопродукцию.
6.4 Если в нормативных документах на металлопродукцию не оговорено иное, ширина образца должна быть следующей:
- при ширине изделия не более 20 мм ширина образца равна ширине изделия;
- при ширине изделия более 20 мм ширина образца составляет (20 ± 5) мм для изделий толщиной менее 3 мм и от 20 до 50 мм - для изделий толщиной 3 мм и более.
6.5 Толщина образцов, отбираемых от листов, полос и фасонных профилей, должна быть равна толщине испытуемого изделия. Если толщина изделия более 25 мм, она может быть уменьшена путем механической обработки одной стороны для получения толщины не менее 25 мм. При изгибе необработанная поверхность должна быть на растягиваемой стороне образца.
6.6 Образцы круглого, квадратного, прямоугольного или многоугольного сечения испытывают на изгиб с поперечным сечением, равным поперечному сечению изделия, при условии, если диаметр образца при круглом поперечном сечении или диаметр вписанной окружности (для многоугольного сечения) не превышает 50 мм. Если диаметр образца или диаметр вписанной окружности более 30 мм, но не более 50 мм включительно, то образец может быть уменьшен до диаметра не менее 25 мм. Если диаметр образца или диаметр вписанной окружности превышает 50 мм, то образец должен быть уменьшен до диаметра не менее 25 мм (рисунок 4).

Рисунок 4
При изгибе необработанная поверхность должна быть на растягиваемой стороне образца. Дополнительные требования к размерам образцов приведены в приложении А.
6.7 При испытании поковок, отливок и полуфабрикатов размеры образцов и место их отбора устанавливают согласованием между потребителем и изготовителем.
6.8 По согласованию между потребителем и изготовителем испытания на изгиб допускается проводить на образцах большей толщины и ширины, чем указано в 6.4 - 6.6.
6.9 Длина образца зависит от толщины образца и используемого испытательного оборудования.
7 Проведение испытания
7.1 Испытания на изгиб должны проводиться при температуре окружающей среды от 10 °С до 35 °С. При разногласиях в оценке качества металлопродукции испытания должны проводиться при температуре (23 ± 5) °С.
7.2 Испытания на изгиб проводят в соответствии с требованиями одного из следующих методов, указанных в нормативных документах на металлопродукцию:
- до достижения заданного угла изгиба при действии усилия (рисунки 1, 2 и 3);
- до достижения параллельности сторон образца, отстоящих друг от друга на заданном расстоянии при действии усилия (рисунок 5);
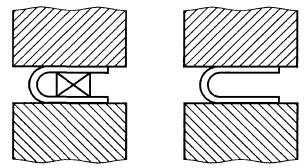
Рисунок 5
- до соприкосновения сторон образца при действии усилия (рисунок 6).
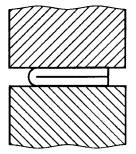
Рисунок 6
7.3 При испытании на изгиб до заданного угла изгиба образец устанавливают на опорах (рисунок 1) или на изгибающем устройстве с V-образной выемкой (рисунок 2) и изгибают посередине между опорами под действием непрерывно возрастающего усилия.
При испытании всеми способами (рисунки 1, 2 и 3) изгибающее усилие должно прилагаться постепенно, чтобы обеспечить свободное пластическое течение металла.
Если указанным выше способом невозможно изогнуть образец непосредственно до заданного угла, то догиб производят путем сжатия концов образца (рисунок 7).
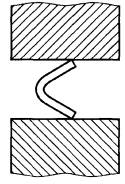
Рисунок 7
7.4 При испытании на изгиб до параллельности сторон образец сначала изгибают, как указано в 7.3, а затем его помещают между двумя параллельными плоскостями пресса (рисунок 5) и при постоянно возрастающем усилии сгибают до получения параллельности сторон образца. Это испытание может проводиться с прокладкой или без прокладки. Толщина прокладки должна быть равна диаметру оправки.
7.5 При испытании на изгиб до соприкосновения сторон образца (рисунок 6) образец после предварительного изгиба подвергают дальнейшему изгибу между двумя параллельными плоскостями пресса при постоянно возрастающем усилии.
8 Обработка результатов испытания
8.1 Результаты испытания на изгиб оценивают в соответствии с нормативными документами на металлопродукцию. Если такие указания отсутствуют, то отсутствие трещин, видимых невооруженным глазом, служит доказательством того, что образец выдержал испытание на изгиб.
8.2 Угол изгиба, указанный в нормативных документах на металлопродукцию, всегда считается минимальным. Если указывают внутренний радиус изгиба, то он всегда считается максимальным.
9 Протокол испытания
Протокол испытания должен содержать следующую информацию:
- ссылку на настоящий стандарт;
- идентификацию образца (тип материала, номер плавки, направление оси образца относительно изделия);
- форму и размеры образца;
- метод испытания;
- результаты испытания.
ПРИЛОЖЕНИЕ А
(обязательное)
Дополнительные требования, отражающие потребности экономики страны
А.1 При отсутствии указаний в нормативных документах на металлопродукцию места вырезки заготовок для образцов, их количество, направление продольной оси образцов по отношению к заготовке, размеры припусков при вырезке и механической обработке устанавливают по ГОСТ 7564 или другому нормативному документу на правила отбора проб, заготовок и образцов по согласованию между потребителем и изготовителем.
А.2 При отсутствии указаний в нормативных документах на металлопродукцию диаметр оправки должен быть равен двум толщинам (диаметрам) образца, а радиус закругления опор должен быть не менее толщины (диаметра) образца.
А.3 Рабочие поверхности оправки и опор изгибающих устройств, зажимного приспособления, а также изгибающего устройства с V-образной выемкой не должны иметь смятия. Твердость указанных поверхностей должна быть не менее 50 HRC.
А.4 Испытание металлопродукции толщиной более 30 мм допускается проводить на цилиндрических образцах диаметром (25 ± 0,5) мм.
А.5 Ориентировочную длину образца I, мм, определяют по формуле
L = 2(a + D) + K, (A.1)
где а - толщина (диаметр) образца, мм;
D - диаметр оправки, мм;
K - коэффициент, равный 100 - 150 мм.
А.6 Шероховатость поверхности образцов после механической обработки rz должна быть не более 40 мкм по ГОСТ 2789.
А.7 При наличии указаний в нормативных документах на металлопродукцию испытания проводят до появления первой трещины в растянутой зоне образца с определением угла изгиба.
А.8 Перед испытанием допускается правка образца при температуре от 10 °С до 35 °С.
А.9 При испытании до соприкосновения сторон допускается просвет, равный внутреннему радиусу изгиба.
А.10 Испытание на изгиб до появления первой трещины проводят по той же методике, что и изгиб до заданного угла. При любом методе испытания на изгиб скорость перемещения оправки или опор не должна превышать 15 мм/мин.
Момент появления трещины устанавливают невооруженным глазом. Угол изгиба измеряют без снятия усилия.
А.11 Допускается измерять угол изгиба после снятия усилия.
А.12 Предельные отклонения по диаметру и ширине образцов - в соответствии с ГОСТ 30893.1 для класса точности грубый.
А.13 В протоколе испытания должна быть указана толщина или диаметр (или диаметр вписанной окружности для многоугольного сечения) металлопродукции.
Ключевые слова: металлические материалы, изгиб