Пункт 4.10 изложить в новой редакции:
«4.10 Допуск на овальность концов труб типа 1 диаметром до 530 мм включительно и типа 2 диаметром до 426 мм включительно (разность наибольшего и наименьшего диаметров) не должен превышать предельных отклонений, указанных в таблице 2.
Допуск на овальность концов труб типов 2 и 3 диаметром 530 мм и более (отношение разности наибольшего и наименьшего диаметров к номинальному диаметру) не должен превышать 1 % - при толщине стенки трубы до 20 мм включительно; 0,8 % - при толщине стенки свыше 20 мм.
По требованию потребителя для труб типов 2 и 3 диаметром 530 мм и более с толщиной стенки свыше 25 мм допуск на овальность концов труб должен быть не более 0,5 %».
Пункт 5.3 перед ссылкой на ГОСТ 16523 дополнить ссылкой: ГОСТ 14637.
Пункт 5.6 изложить в новой редакции:
«5.6 Значение эквивалента углерода Сэкв и значение параметра стойкости против растрескивания металла шва при сварке Рс.м, характеризующие свариваемость стали, не должны превышать 0,44 и 0,24 соответственно. Параметр Рс.м установлен для труб класса прочности К55 и выше с содержанием углерода в стали не более 0,12 %.
Расчет Сэкв и Рс.м проводят по формулам:
![]() (2)
(2)
![]() (3)
(3)
где С, Si, Mn, Cr, Mo, V, Ni, Сu, В - массовые доли в стали соответственно углерода, кремния, марганца, хрома, молибдена, ванадия, никеля, меди, бора, %.
При расчете Сэкв и Рс.м медь, никель, хром, содержащиеся в сталях как примеси, не учитывают, если их суммарное содержание не превышает 0,20 %, при расчете Рс.м не учитывают бор при его содержании менее 0,001 %.
По согласованию между изготовителем и потребителем могут быть установлены другие значения Сэкв и Рс.м».
Пункт 5.9. Второй абзац изложить в новой редакции:
«Максимальные
значения временного сопротивления ![]() и предела текучести
и предела текучести ![]() не должны превышать
установленные нормы более чем на 118 Н/мм2 (12 кгс/мм2)
для всех типов труб, а для труб типа 1 класса прочности К55 и выше - более чем
на 98,1 Н/мм2 (10 кгс/мм2)»;
не должны превышать
установленные нормы более чем на 118 Н/мм2 (12 кгс/мм2)
для всех типов труб, а для труб типа 1 класса прочности К55 и выше - более чем
на 98,1 Н/мм2 (10 кгс/мм2)»;
таблица
4. Графа «Предел текучести ![]() , Н/мм2, (кгс/мм2)». Заменить значение:
440 на 460.
, Н/мм2, (кгс/мм2)». Заменить значение:
440 на 460.
Пункт 5.22 изложить в новой редакции:
«5.22 Листовой и рулонный прокат, сварные соединения по всей длине труб должны контролироваться в объеме 100 % неразрушающими методами.
Неразрушающий контроль основного металла труб типа 1 следует проводить по всему периметру. В этом случае неразрушающий контроль проката в исходном состоянии не проводят».
Пункт 6.4. Таблица 7. Графа «Число контролируемых труб в партии, плавке». Для показателя 7 заменить слово: «плавки» на «партии».
Пункты 6.5, 7.2, 7.3 изложить в новой редакции:
«6.5 Каждую трубу контролируют неразрушающими методами для выявления дефектов.
Трубы типа 1 контролируют неразрушающим методом по всему периметру и по всей длине сварного соединения после проведения гидравлических испытаний труб.
Трубы типов 2 и 3 проходят неразрушающий контроль качества сварного соединения по всей длине и основного металла на концах труб после проведения гидравлических испытаний. Контроль основного металла данных труб проводят на технологических линиях листопрокатного или трубоэлектросварочного станов.
7.2 Испытание на растяжение основного металла труб типов 1 и 2 диаметром 219 мм и более и труб типа 3 проводят на поперечных относительно оси трубы пропорциональных плоских образцах типа II по ГОСТ 1497. Допускается проведение испытаний на растяжение на поперечных пропорциональных цилиндрических образцах типа III по ГОСТ 1497 для труб всех типов.
Испытание на растяжение основного металла труб типов 1 и 2 диаметром менее 219 мм проводят по ГОСТ 10006 на продольных относительно оси трубы пятикратных образцах.
Образцы отбирают на участке, расположенном под углом 90° к сварному шву.
Допускается по согласованию с потребителем определять механические свойства основного металла неразрушающим методом по ГОСТ 30415.
7.3 Испытания на ударный изгиб основного металла проводят на образцах по ГОСТ 9454:
- на поперечных образцах для труб диаметром 219 мм и более;
- на продольных образцах труб диаметром менее 219 мм. Испытания проводят в зависимости от толщины стенки на образцах типов 1 и 11, или 2 и 12, или 3 и 13.
Надрез на образцах выполняют перпендикулярно к прокатной поверхности металла. Допускается совпадение боковой поверхности образца, перпендикулярной к оси концентратора, с поверхностью исходного проката.
Ударную вязкость определяют как среднеарифметическое значение по результатам трех образцов, на одном образце допускается снижение значения ударной вязкости от установленных норм на 9,8 Дж/см2 (1,0 кгс·м/см2)».
Пункт 7.5 дополнить абзацем:
«Испытания на растяжение сварного соединения труб диаметром 168 мм и менее проводят на кольцевых образцах по методике изготовителя, согласованной с потребителем».
Пункт 7.12. Десятый абзац после слов «измерительного микроскопа» дополнить словами: «или на макрошлифе с использованием штангенциркуля по ГОСТ 166»;
одиннадцатый абзац. Заменить слова: «штангенглубиномером по ГОСТ 162» на «штангенциркулем по ГОСТ 166».
Пункт 7.14. Второй - пятый абзацы изложить в новой редакции:
«Неразрушающий контроль сварных соединений труб всех типов следует проводить ультразвуковым или магнитным методом с последующей расшифровкой выявленных дефектов рентгеновским или ультразвуковым методом согласно приложениям Б, В и Г. Концевые участки сварных соединений труб типов 2 и 3 на длине не менее 200 мм от торца следует контролировать рентгеновским методом согласно приложениям А и Б.
Неразрушающий контроль труб типа 1 следует проводить по всему периметру магнитным или ультразвуковым методом с последующей расшифровкой выявленных дефектов ультразвуковым методом согласно приложениям А, В и Г.
Концевые участки основного металла по всему периметру труб диаметром более 426 мм следует контролировать ультразвуковым методом согласно приложениям А и В.
Торцы труб типов 2 и 3 диаметром 530 мм и более должны контролироваться магнитно-порошковым методом по ГОСТ 21105 или капиллярным методом по ГОСТ 18442».
Пункт 7.15. Первый абзац. Исключить слова: «по всей длине и поверхности»;
второй абзац. Заменить слова: «с приложением Б» на «с приложениями Б и В»;
последний абзац изложить в новой редакции:
«Контроль сварных соединений кольцевых стыков и поперечных стыков рулонов на трубах типа 2 проводят рентгеновским методом, типа 1 - ультразвуковым методом».
Пункт 7.17. Второе предложение выделить отдельным (вторым) абзацем.
Приложение А. Пункт А.1.2. Исключить абзац:
«- подрез - дефект сварного соединения в виде углубления по линии сплавления сварного шва в основном металле».
Приложение В. Пункт В.3 изложить в новой редакции:
«В.3 Наружный диаметр и толщина стенки каждого СОП должны быть в пределах, заданных для производства контролируемых труб.
Применительно к сварным соединениям СОП должны иметь выполненные механической резкой пазы (один паз на внутренней поверхности образца и один - на наружной поверхности) или сквозные отверстия. Размеры паза и отверстий показаны на рисунке В.1. Вариант выполнения паза или отверстия выбирает изготовитель. Пазы должны быть параллельны оси сварного шва и расположены на расстоянии друг от друга, достаточном для получения двух отдельных и различимых сигналов. Отверстия диаметром 1,6 и 3,2 мм просверливают в стенке образца перпендикулярно к его поверхности, как показано на рисунке В.1. б.
По требованию потребителя для труб типов 2 и 3 может быть введен контроль на наличие поперечных дефектов сварного соединения. Для настройки чувствительности в этом случае должны применяться стандартные образцы в соответствии с рисунком В.2 или В.1, б.
Применительно к контролю основного металла и ЗТВ сварного соединения труб на СОП выполняют плоскодонное отверстие диаметром 8 мм, глубиной, равной половине толщины стенки, или сквозное отверстие диаметром 8 мм для ультразвукового контроля нормальными волнами. Охват поверхности при ультразвуковом контроле основного металла и ЗТВ сварного соединения должен быть не менее 25 %.
Для контроля основного металла на концевых участках на расстоянии не менее 40 мм от торца трубы в СОП используют плоскодонное отверстие диаметром 6,4 мм, глубиной, равной половине толщины стенки. Охват поверхности при ультразвуковом контроле основного металла на концевых участках должен быть 100 %.
Допускается по согласованию потребителя и изготовителя для настройки и проверки чувствительности дефектоскопа использовать графическую зависимость, приведенную на рисунке В.3.
Для сортамента труб, находящихся слева от кривой (область 1), наиболее жестким дефектом является «короткий» дефект и, следовательно, контролировать и настраивать дефектоскоп необходимо на этот дефект. К «короткому» дефекту относятся продольные и поперечные риски длиной до 10 мм и глубиной 10 % толщины стенки, но не более 1,5 мм.
Для сортамента труб, находящихся справа от кривой (область 2), наиболее жестким дефектом является «длинный» дефект и, следовательно, настройку дефектоскопа следует проводить на данный дефект. К «длинным» дефектам относятся продольные и поперечные риски длиной от 10 до 100 мм и глубиной 10 % толщины стенки трубы, но не более 1 мм».
Пункт В.4. Заменить слово: «рентгенографическим» на «рентгеновским»;
таблицу В.1 изложить в новой редакции:
Таблица В.1 - Предельно допустимый уровень сигнала
|
Способ сварки |
Тип паза |
Размер отверстия, мм |
Предельно допустимый уровень сигнала |
|
Дуговая сварка под флюсом в защитных газах и процессы сварки, применяемые при ремонте |
N5 |
1,6 ±0,1 |
100 |
|
N10 |
3,2 + 0,1 |
|
|
|
Сварка токами высокой частоты |
N10 |
3,2 ± 0,1 |
100 |
Рисунки В.1 и В.2 заменить новыми:
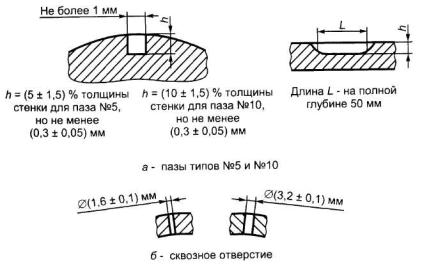
Рисунок В.1 - Виды искусственных дефектов

Рисунок В.2 - Виды искусственных дефектов
Приложение Г (наименование) и пункт Г.2. Заменить слова: «токо-вихревой метод» на «вихретоковый метод»;
пункт Г.3 изложить в новой редакции:
«Г.3 При выявлении дефектов сплошности сварного шва искусственные дефекты в СОП изготовляют в виде продольного паза на внутренней и наружной поверхностях образца непосредственно в сварном соединении (рисунки Г.1 и Г.2). Контроль основного металла труб типа 1 на наличие поперечных дефектов проводят по требованию потребителя.
При выявлении дефектов сплошности основного металла сварных труб искусственные дефекты в СОП в виде:
- продольного и поперечного пазов на внутренней и наружной поверхностях образца (рисунки Г.1 - Г.5);
- сквозного отверстия в стенке образца (рисунок Г.6).
Размеры искусственных дефектов в контрольных образцах для прямоугольных пазов:
- глубина (высота) h устанавливается равной (10 ± 1,5) % толщины стенки трубы;
- ширина т - не более 0,5 мм;
- длина L - не более 50 мм.
Размеры искусственных дефектов в контрольных образцах для сквозных отверстий:
- диаметр d - не более 3,2 мм».
|
|
|
|
Рисунок Г.1 |
Рисунок Г.2 |
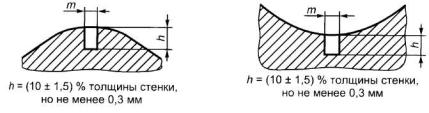

Рисунок Г.3
|
|
|
|
Рисунок Г.4 |
Рисунок Г.5 |
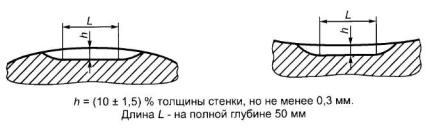
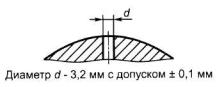
Рисунок Г.6
(ИУС № 11 2007 г.)