5. МИНИМАЛЬНЫЕ РАЗРУШАЮЩИЕ НАГРУЗКИ И ПРОБНЫЕ НАГРУЗКИ
В табл. 6 и 7 приведены минимальные разрушающие нагрузки и пробные нагрузки для болтов, винтов и шпилек с крупной резьбой.
В табл. 8 и 9 - для болтов, винтов и шпилек с мелкой резьбой.
Таблица 6
Минимальные разрушающие нагрузки для болтов, винтов и шпилек с крупной резьбой
|
Номинальный диаметр резьбы d, мм |
Шаг резьбы Р, мм |
Номинальная площадь сечения Аs, мм2 |
Минимальная разрешающая нагрузка, Н, для класса прочности |
|||||||||
|
3.6 |
4.6 |
4.8 |
5.6 |
5.8 |
6.6; 6.8 |
8.8 |
9.8 |
10.9 |
12.9 |
|||
|
3 |
0,5 |
5,03 |
1660 |
2010 |
2110 |
2510 |
2620 |
3020 |
4020 |
4530 |
5230 |
6140 |
|
3,5 |
0,6 |
6,78 |
2240 |
2710 |
2850 |
3390 |
3530 |
4070 |
5420 |
6100 |
7050 |
8270 |
|
4 |
0,7 |
8,78 |
2900 |
3510 |
3690 |
4390 |
4570 |
5270 |
7020 |
7900 |
9130 |
10700 |
|
5 |
0,8 |
14,2 |
4690 |
5680 |
5960 |
7100 |
7380 |
8520 |
11350 |
12800 |
14800 |
17300 |
|
6 |
1 |
20,1 |
6630 |
8040 |
8440 |
10000 |
10400 |
12100 |
16100 |
18100 |
20900 |
24500 |
|
7 |
1 |
28,9 |
9540 |
11600 |
12100 |
14400 |
15000 |
17300 |
23100 |
26000 |
30100 |
35300 |
|
8 |
1,25 |
36,6 |
12100 |
14600 |
15400 |
18300 |
19000 |
22000 |
29200 |
32900 |
38100 |
44600 |
|
10 |
1,5 |
58,0 |
19100 |
23200 |
24400 |
29000 |
30200 |
34800 |
46400 |
52200 |
60300 |
70800 |
|
12 |
1,75 |
84,3 |
27800 |
33700 |
35400 |
42200 |
43800 |
50600 |
67400 |
75900 |
87700 |
103000 |
|
14 |
2 |
115 |
38000 |
46000 |
48300 |
57500 |
59800 |
69000 |
92000 |
104000 |
120000 |
140000 |
|
16 |
2 |
157 |
51800 |
62800 |
65900 |
78500 |
81600 |
94000 |
125000 |
141000 |
163000 |
192000 |
|
18 |
2,5 |
192 |
63400 |
76800 |
80600 |
96000 |
99800 |
115000 |
159000 |
- |
200000 |
234000 |
|
20 |
2,5 |
245 |
80800 |
98000 |
103000 |
122000 |
127000 |
147000 |
203000 |
- |
255000 |
299000 |
|
22 |
2,5 |
303 |
100000 |
121000 |
127000 |
152000 |
158000 |
182000 |
252000 |
- |
315000 |
370000 |
|
24 |
3 |
353 |
116000 |
141000 |
148000 |
176000 |
184000 |
212000 |
293000 |
- |
367000 |
431000 |
|
27 |
3 |
459 |
152000 |
184000 |
193000 |
230000 |
239000 |
275000 |
381000 |
- |
477000 |
560000 |
|
30 |
3,5 |
561 |
185000 |
224000 |
236000 |
280000 |
292000 |
337000 |
466000 |
- |
583000 |
684000 |
|
33 |
3,5 |
694 |
229000 |
278000 |
292000 |
347000 |
361000 |
416000 |
576000 |
- |
722000 |
847000 |
|
36 |
4 |
817 |
270000 |
327000 |
343000 |
408000 |
425000 |
490000 |
678000 |
- |
850000 |
997000 |
|
39 |
4 |
976 |
322000 |
390000 |
410000 |
488000 |
508000 |
586000 |
810000 |
- |
1020000 |
1200000 |
|
42 |
4,5 |
1120 |
370000 |
448000 |
470000 |
560000 |
582000 |
672000 |
930000 |
- |
1165000 |
1366000 |
|
45 |
4,5 |
1306 |
431000 |
542000 |
550000 |
653000 |
679000 |
784000 |
1084000 |
- |
1360000 |
1590000 |
|
48 |
5,0 |
1472 |
486000 |
586000 |
618000 |
736000 |
765000 |
883000 |
1222000 |
- |
1531000 |
1790000 |
Таблица 7
Пробные нагрузки для болтов, винтов и шпилек с крупной резьбой
|
Номинальный диаметр резьбы d, мм |
Шаг резьбы Р, мм |
Номинальная площадь сечения Аs, мм2 |
Пробная нагрузка, Н, для класса прочности |
|||||||||
|
3.6 |
4.6 |
4.8 |
5.6 |
5.8 |
6.6; 6.8 |
8.8 |
9.8 |
10.9 |
12.9 |
|||
|
3 |
0,5 |
5,03 |
910 |
1130 |
1560 |
1410 |
1910 |
2210 |
2920 |
3270 |
4180 |
4880 |
|
3,5 |
0,6 |
6,78 |
1220 |
1530 |
2100 |
1900 |
2580 |
2980 |
3940 |
4410 |
5630 |
6580 |
|
4 |
0,7 |
8,78 |
1580 |
1980 |
2720 |
2460 |
3340 |
3860 |
5100 |
5710 |
7290 |
8520 |
|
5 |
0,8 |
14,2 |
2560 |
3200 |
4400 |
3980 |
5400 |
6250 |
8230 |
9230 |
11800 |
13800 |
|
6 |
1 |
20,1 |
3620 |
4520 |
6230 |
5630 |
7640 |
8840 |
11600 |
13100 |
16700 |
19500 |
|
7 |
1 |
28,9 |
5200 |
6500 |
8960 |
8090 |
11000 |
12700 |
16800 |
18800 |
24000 |
28000 |
|
8 |
1,25 |
36,6 |
6590 |
8240 |
11400 |
10200 |
13900 |
16100 |
21200 |
23800 |
30400 |
35500 |
|
10 |
1,5 |
58,0 |
10400 |
13000 |
18000 |
16200 |
22000 |
25500 |
33700 |
37700 |
48100 |
56300 |
|
12 |
1,75 |
84,3 |
15200 |
19000 |
26100 |
23600 |
32000 |
37100 |
48900 |
54800 |
70000 |
81800 |
|
14 |
2 |
115 |
20700 |
25900 |
35600 |
32200 |
43700 |
50600 |
66700 |
74800 |
95500 |
112000 |
|
16 |
2 |
157 |
28300 |
35300 |
48700 |
44000 |
59700 |
69100 |
91000 |
102000 |
130000 |
152000 |
|
18 |
2,5 |
192 |
34600 |
43200 |
59500 |
53800 |
73000 |
84500 |
115000 |
- |
159000 |
186000 |
|
20 |
2,5 |
245 |
44100 |
55100 |
76000 |
68600 |
93100 |
108000 |
147000 |
- |
203000 |
238000 |
|
22 |
2,5 |
303 |
54500 |
68200 |
93900 |
84800 |
115000 |
133000 |
182000 |
- |
252000 |
294000 |
|
24 |
3 |
353 |
63500 |
79400 |
109000 |
98800 |
134000 |
155000 |
212000 |
- |
293000 |
342000 |
|
27 |
3 |
459 |
82600 |
103000 |
142000 |
128000 |
174000 |
202000 |
275000 |
- |
381000 |
445000 |
|
30 |
3,5 |
561 |
101000 |
126000 |
174000 |
157000 |
213000 |
247000 |
337000 |
- |
466000 |
544000 |
|
33 |
3,5 |
694 |
125000 |
156000 |
215000 |
194000 |
264000 |
305000 |
416000 |
- |
570000 |
673000 |
|
36 |
4 |
817 |
147000 |
184000 |
253000 |
229000 |
310000 |
359000 |
490000 |
- |
678000 |
792000 |
|
39 |
4 |
976 |
176000 |
220000 |
303000 |
273000 |
371000 |
429000 |
586000 |
- |
810000 |
947000 |
|
42 |
4,5 |
1120 |
202000 |
252000 |
347000 |
314000 |
426000 |
493000 |
672000 |
- |
930000 |
1086000 |
|
45 |
4,5 |
1306 |
235000 |
294000 |
405000 |
366000 |
496300 |
574500 |
784000 |
- |
1084000 |
1267000 |
|
48 |
5,0 |
1472 |
265000 |
331000 |
456000 |
412000 |
559000 |
648000 |
883000 |
- |
1222000 |
1428000 |
Таблица 8
Минимальные разрушающие нагрузки для болтов, винтов и шпилек с мелкой резьбой
|
Номинальный диаметр резьбы d, мм |
Шаг резьбы Р, мм |
Номинальная площадь сечения Аs, мм2 |
Минимальная разрешающая нагрузка, Н, для класса прочности |
|||||||||
|
3.6 |
4.6 |
4.8 |
5.6 |
5.8 |
6.6; 6.8 |
8.8 |
9.8 |
10.9 |
12.9 |
|||
|
8 |
1 |
39,2 |
12900 |
15700 |
16500 |
19600 |
20400 |
23500 |
31360 |
35300 |
40800 |
47800 |
|
10 |
1,25 |
61,2 |
20200 |
24500 |
25700 |
30600 |
31800 |
36700 |
49000 |
55100 |
63600 |
74700 |
|
12 |
1,25 |
92,1 |
30400 |
36800 |
38700 |
46000 |
47900 |
55300 |
73700 |
82900 |
95800 |
112000 |
|
14 |
1,5 |
125 |
41200 |
50000 |
52500 |
62500 |
65000 |
75000 |
100000 |
112000 |
130000 |
152000 |
|
16 |
1,5 |
167 |
55100 |
66800 |
70100 |
83500 |
86800 |
100000 |
134000 |
150000 |
174000 |
204000 |
|
18 |
1,5 |
216 |
71300 |
86400 |
90700 |
108000 |
112000 |
130000 |
179000 |
- |
225000 |
264000 |
|
20 |
1,5 |
272 |
89800 |
109000 |
114000 |
136000 |
141000 |
163000 |
226000 |
- |
283000 |
332000 |
|
22 |
1,5 |
333 |
110000 |
133000 |
140000 |
166000 |
173000 |
200000 |
276000 |
- |
346000 |
406000 |
|
24 |
2 |
384 |
127000 |
154000 |
161000 |
192000 |
200000 |
230000 |
319000 |
- |
399000 |
469000 |
|
27 |
2 |
496 |
164000 |
194000 |
208000 |
248000 |
258000 |
298000 |
412000 |
- |
516000 |
605000 |
|
30 |
2 |
621 |
205000 |
248000 |
261000 |
310000 |
323000 |
373000 |
515000 |
- |
646000 |
758000 |
|
33 |
2 |
761 |
251000 |
304000 |
320000 |
380000 |
396000 |
457000 |
632000 |
- |
791000 |
928000 |
|
36 |
3 |
865 |
285000 |
346000 |
363000 |
432000 |
450000 |
519000 |
718000 |
- |
900000 |
1050000 |
|
39 |
3 |
1030 |
340000 |
412000 |
433000 |
515000 |
536000 |
618000 |
855000 |
- |
1070000 |
1260000 |
|
42 |
3 |
1205 |
398000 |
482000 |
506000 |
603500 |
627000 |
723000 |
1000000 |
- |
1253000 |
1470000 |
|
45 |
3 |
1400 |
462000 |
560000 |
588000 |
700000 |
728000 |
840000 |
1120000 |
- |
1456000 |
1708000 |
|
48 |
3 |
1603 |
529000 |
641000 |
673000 |
802000 |
834000 |
962000 |
1330000 |
- |
1667000 |
1956000 |
Таблица 9
Пробные нагрузки для болтов, винтов и шпилек с мелкой резьбой
|
Номинальный диаметр резьбы d, мм |
Шаг резьбы Р, мм |
Номинальная площадь сечения Аs, мм2 |
Пробная нагрузка, Н, для класса прочности |
|||||||||
|
3.6 |
4.6 |
4.8 |
5.6 |
5.8 |
6.6; 6.8 |
8.8 |
9.8 |
10.9 |
12.9 |
|||
|
8 |
1 |
39,2 |
7060 |
8820 |
12200 |
11000 |
14900 |
17200 |
22700 |
25500 |
32500 |
38000 |
|
10 |
1,25 |
61,2 |
11000 |
13800 |
19000 |
17100 |
23300 |
26900 |
35500 |
39800 |
50800 |
59400 |
|
12 |
1,25 |
92,1 |
16600 |
20700 |
28600 |
25800 |
35000 |
40500 |
53400 |
59900 |
76400 |
89300 |
|
14 |
1,5 |
125 |
22500 |
28100 |
38800 |
35000 |
47500 |
55000 |
72500 |
81200 |
104000 |
121000 |
|
16 |
1,5 |
167 |
30100 |
37600 |
51800 |
46800 |
63500 |
73500 |
96900 |
109000 |
139000 |
162000 |
|
18 |
1,5 |
216 |
38900 |
48600 |
67000 |
60500 |
82100 |
95000 |
130000 |
- |
179000 |
210000 |
|
20 |
1,5 |
272 |
49000 |
61200 |
84300 |
76200 |
103000 |
120000 |
163000 |
- |
226000 |
264000 |
|
22 |
1,5 |
333 |
59900 |
74900 |
103000 |
93200 |
126000 |
146000 |
200000 |
- |
276000 |
323000 |
|
24 |
2 |
384 |
69100 |
86400 |
119000 |
108000 |
146000 |
169000 |
230000 |
- |
319000 |
372000 |
|
27 |
2 |
496 |
89300 |
112000 |
154000 |
139000 |
188000 |
218000 |
298000 |
- |
412000 |
481000 |
|
30 |
2 |
621 |
112000 |
140000 |
192000 |
174000 |
236000 |
273000 |
373000 |
- |
515000 |
602000 |
|
33 |
2 |
761 |
137000 |
171000 |
236000 |
213000 |
289000 |
335000 |
457000 |
- |
632000 |
738000 |
|
36 |
3 |
865 |
156000 |
195000 |
268000 |
242000 |
329000 |
381000 |
519000 |
- |
718000 |
838000 |
|
39 |
3 |
1030 |
185000 |
232000 |
319000 |
288000 |
391000 |
453000 |
618000 |
- |
855000 |
999000 |
|
42 |
3 |
1205 |
217000 |
271000 |
374000 |
337000 |
458000 |
530000 |
723000 |
- |
1000000 |
1170000 |
|
45 |
3 |
1400 |
252000 |
315000 |
434000 |
392000 |
532000 |
616000 |
840000 |
- |
1160000 |
1360000 |
|
48 |
3 |
1603 |
289000 |
361000 |
497000 |
449000 |
609000 |
705000 |
962000 |
- |
1330000 |
1550000 |
6. МЕТОДЫ ИСПЫТАНИЙ
6.1. Испытание на растяжение образцов, выточенных из крепежных изделий
Методика проведения испытания - по ГОСТ 1497-84.
При проведении испытания на растяжение на выточенных образцах определяют следующие механические свойства:
а) временное сопротивление sв;
б) предел текучести sт или условный предел текучести s0,2;
в) относительное удлинение
![]()
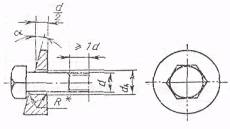
Образец для испытаний
Для проведения испытания на растяжение применяют образец, показанный на черт. 1.
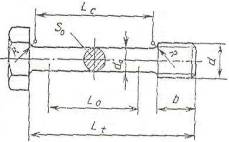
d - номинальный диаметр резьбы;
d0 -диаметр образца для испытании (d0 менее внутреннего диаметра резьбы);
b - длина резьбы (b³d);
L0= 5d0
или ![]() ;
;
Lс - длина цилиндрической части образца (L0+ d0);
Lt - общая длина образца (Lc+2R+b);
Lu - длина после разрушения;
S0 - площадь поперечного сечения;
R - радиус галтели (R³4 мм).
При вытачивании образца из термообработанного болта или винта с диаметром резьбы более 16 мм, допускается уменьшение диаметра стержня не более чем на 25% первоначального диаметра (около 44% площади поперечного сечения).
6.2. Испытание на растяжение целых болтов, винтов и шпилек
Испытание на растяжение целых болтов, винтов и шпилек проводят аналогично испытанию на растяжение выточенных образцов (см. п. 6.1). Это испытание проводят для определения временного сопротивления. Расчет временного сопротивления выполняет по площади поперечного сечения.
где d2 - средний диаметр резьбы;
d3 - внутренний диаметр резьбы.
При проведении испытания длина нагруженной резьбовой части должна быть равна одному диаметру резьбы. Изделие считают выдержавшим испытание, если разрушение происходит по стержню или резьбе, но не в месте соединения головки со стержнем. Гайка, применяемая при испытании, должна быть высотой не менее 0,8 диаметра резьбы.
Скорость нагружения, определяемая свободно движущимся ползуном, не должна превышать 25 мм/мин. Зажимы разрывной машины должны быть самоцентрирующимися во избежание бокового нагружения образца.
6.3. Измерение твердости
При обычной проверке твердость болтов, винтов и шпилек может определяться на головке, торце или стержне после удаления покрытия и соответствующей подготовки образца.
Для классов прочности 4.8, 5.8 и 6.8 твердость должна определяться только на торце болта, винта и шпильки.
Если твердость превышает максимально допустимое значение, должен быть проведен вторичный замер на поперечном сечении на расстоянии одного диаметра от торца стержня в точке, удаленной от поверхности на величину половины радиуса. В этой точке максимально допустимая твердость не должна быть выше нормы. В сомнительных случаях решающим для приемки является испытание твердости по Виккерсу.
Твердость поверхности измеряют на торцах или гранях шестигранника, которые должны быть слегка отшлифованы или отполированы, чтобы обеспечить необходимую точность результатов измерения.
Решающим испытанием при контроле твердости поверхности является измерение по Виккерсу с нагрузкой 300 г.
Значения твердости поверхности при НВ 0,3 должны сравниваться со значениями твердости сердцевины материала при НВ 0,3 для реальной оценки и определения относительного превышения до 30 единиц по Виккерсу. Превышение более чем на 30 единиц по Виккерсу указывает на науглероживание.
Для классов прочности 8.8-12.9 разность между твердостью сердцевины и твердостью поверхности является решающей для оценки состояния науглероживания в поверхностном слое болта, винта или шпильки. При этом имеется ввиду, что прямой зависимости между твердостью и теоретическим временным сопротивлением может и не быть. Максимальные значения твердости выбирают по другим, не связанным с теоретическими максимальными напряжениями, соображениям (например, с целью избежания хрупкости).
Примечание. Следует четко разграничивать повышение твердости, вызванное науглероживанием и повышение твердости в результате термообработки или холодного деформирования поверхности.
6.2, 6.3. (Измененная редакция, Изм. № 1).
6.3.1. Измерение твердости по Виккерсу - по ГОСТ 2999-75.
6.3.2. Измерение твердости по Бринеллю - по ГОСТ 9012-59.
6.3.3. Измерение твердости по Роквеллу - по ГОСТ 9013-59.
6.4. Испытание пробной нагрузкой
Испытание пробной нагрузкой состоит из следующих основных операций:
а) приложение заданной пробной нагрузки (черт. 2);
б) измерение остаточного удлинения (если оно имеется), возникающего под действием пробной нагрузки.
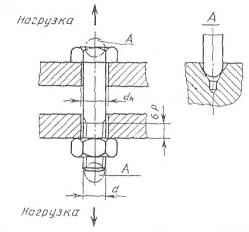
dh.- диаметр отверстия по второму ряду ГОСТ 11284-75; A - требуемый вид контакта между сферической поверхностью измерительного штифа и конической поверхностью отверстия в торце болта
Пробная нагрузка должна быть приложена по оси болта (винта, шпильки) на обычной разрывной машине. Полная пробная нагрузка должна выдерживаться в течение 15 с. Длина свободной части резьбы, находящейся под нагрузкой, должна быть равной 6 шагам резьбы (6Р).
Для болтов и винтов, имеющих резьбу до головки, длина свободной резьбовой части, находящейся под нагрузкой, должна быть как можно ближе к 6 шагам резьбы.
Для измерения остаточного удлинения на торцах, болта (винта, шпильки) сверлят центровые отверстия с конусом 60°. До и после приложения нагрузки изделие устанавливают на призму измерительного прибора между двумя измерительными штифами со сферическими концами. При измерениях следует применять перчатки или щипцы, чтобы погрешность измерения свести до минимума.
По условиям испытаний пробной нагрузкой длина болта, винта или шпильки после нагружения должна быть такой же, как и до приложения нагрузки, в пределах допуска ±12,5 мкм на погрешность измерения.
Скорость нагружения, определяемая свободно движущимся ползуном, не должна превышать 3 мм/мин. Захваты машины должны быть самоцентрирующимися, чтобы исключить боковое нагружение образца.
Из-за влияния некоторых непостоянных величин, таких как отклонение от соосности и прямолинейности (плюс погрешность измерения), при первоначальном нагружении пробной нагрузкой удлинение может оказаться больше допускаемого. В таких случаях изделия могут быть повторно испытаны нагрузкой, превышающей первоначальную на 3%.
Результат испытания можно считать удовлетворительным, если после повторного нагружения длина изделия будет такой же, как после первого (с допуском на погрешность измерения 12,5 мм).
(Измененная редакция, Изм. № 1).
6.5. Испытание на разрыв на косой шайбе
Испытание болтов и винтов на разрыв на косой шайбе должно
проводиться в соответствии с черт. 3.
______________
*Допускается фаска под углом 45°.
Твердость косой шайбы - не менее 45 НRСэ. Размеры косой шайбы приведены в табл. 9а, 10.
Таблица 9а
мм
|
3 |
3,5 |
4 |
5 |
6 |
7 |
8 |
10 |
12 |
14 |
16 |
18 |
|
|
dh |
3,4 |
3,9 |
4,5 |
5,5 |
6,6 |
7,6 |
9,0 |
11,0 |
13,5 |
15,5 |
17,5 |
20,0 |
|
|
R |
0,7 |
0,7 |
0,7 |
0,7 |
0,7 |
0,8 |
0,8 |
0,8 |
0,8 |
1,3 |
1,3 |
1,3 |
Продолжение табл. 9а
|
20 |
22 |
24 |
27 |
30 |
33 |
36 |
39 |
42 |
45 |
48 |
|
|
dh |
22,0 |
24,0 |
26,0 |
30,0 |
33,0 |
36,0 |
39,0 |
42,0 |
45,0 |
48,0 |
52,0 |
|
|
R |
1,3 |
1,6 |
1,6 |
1,6 |
1,6 |
1,6 |
1,6 |
1,6 |
1,6 |
1,6 |
1,6 |
Таблица 10
|
Номинальный диаметр резьбы d, мм |
Класс прочности для |
|||
|
болтов и винтов с длиной гладкой части стержня ³2d |
болтов и винтов с резьбой до головки или с длиной гладкой части стержня <2d |
|||
|
3.6, 4.6, 4.8, 5.6. 5.8, 8.8, 6.6, 9.8, 10.9 |
6.6, 12.9 |
3.6, 4.6, 4.8, 5.6, 5.8, 8.8, 6.6, 9.8, 10.9 |
6.8, 12.9 |
|
|
Угол клина a±30° |
||||
|
d£20 |
10° |
6° |
6° |
4° |
|
20<d£48 |
6° |
4° |
4° |
4° |
Расстояние от сбега резьбы болта до контактной поверхности гайки зажимного устройства должно быть равно диаметру резьбы d. Косая шайба устанавливается под головкой болта. Испытание на растяжение проводится до наступления разрушения болта.
Результаты испытания считаются удовлетворительными, если разрыв болта произошел в стержне или резьбе болта, но не в месте перехода от головки к стержню. При этом должно выполняться требование по минимальному временному сопротивлению (либо при испытании на косой шайбе, либо в дополнительном испытании на растяжение без косой шайбы) в соответствии cо значениями, предусмотренными для соответствующих классов прочности.
Винты с резьбой до головки считаются выдержавшими испытания, если трещина, вызывающая разрушение, начинается на свободном участке резьбы (даже если она распространяется в момент разрушения на округление под головкой или на головку).
Для изделий класса точности С радиус R для шайбы рассчитывается по формуле
![]()
где da max - наибольший диаметр окружности сопряжение сопряжения под головкой с опорной плоскостью;
ds min - наименьший диаметр стержня болта.
Для изделий с диаметром опорной поверхности головки более 1,7d, которые не прошли испытание, головка может быть подвергнута механической обработке до 1,7d и испытание проводится повторно, используя угол клина в соответствии с табл. 10.
Для изделий с диаметром опорной поверхности головки более l,9 d угол клина 10° может быть уменьшен до 6°.
(Измененная редакция, Изм. № 1).
6.6. Определение ударной вязкости
Определение ударной вязкости должно проводиться по ГОСТ 9454-78 на образцах типа 8 с U-образным надрезом. Образец для испытания вырезается из болтов, винтов и шпилек в продольном направлении, возможно ближе к поверхности.
Ненадрезанная сторона образца должна располагаться как можно ближе к поверхности болта. Испытанию подлежат изделия с диаметром резьбы d³М16.
6.7. Испытание на прочность соединения головки со стержнем
Испытание на прочность соединения головки со стержнем должно проводиться в соответствии с черт. 4.
Значения dh и R - по табл. 9а. Толщина матрицы - более 2 d. Значения угла b - по табл. 11.
После нескольких ударов молотком головка должна согнуться на угол 90° - b без следов трещин в округлении под головкой при контроле с увеличением не менее 8´ и не более 10´. Винты с резьбой до головки считаются выдержавшими испытания, даже если в первом витке резьбы появятся трещины, но головка не отрывается.
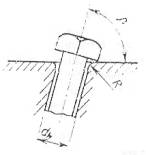
Таблица 11
|
Класс прочности |
3.6; 4.6; 5.6 |
4.8; 5.8; 6.6; 6.8; 8.8; 9.8; 10.9; 12.9 |
|
Угол b |
60° |
80° |
Испытанию подлежат болты и винты с диаметром резьбы d£M16, имеющие недостаточную длину, чтобы провести испытание на разрыв на косой шайбе.
Данное испытание может проводиться и для более длинных болтов и винтов, однако решающим для них является испытание на косой шайбе.
(Измененная редакция, Изм. № 1).
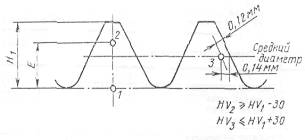
6.8. Проверка обезуглероживания
Используя подходящий метод измерения (пп. 6.8.2.1 и 6.8.2.2) на продольном сечении резьбового участка, проверяют соответствие установленным нормам высоты зоны основного металла (E) и глубины зоны полного обезуглероживания (G), (черт. 5).
Минимальное значение Е и максимальное значение G указаны в табл. 3.
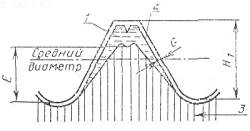
1 - частичное обезуглероживание; 2 - полное обезуглероживание; 3 - основной металл: Н1 - высота профиля наружной резьбы. Значения Н1 приведены в табл. 12.